
Dom / Vijesti / Vijesti o industriji / Projekti lijevanja aluminija: Vodič za procese, legure i dizajn
Vodič za lijevanje aluminija
Što su Aluminijski lijev Projekti — i zašto oni dominiraju modernom proizvodnjom
Projekti lijevanja aluminija obuhvaćaju sve, od malih dvorišnih izljeva za hobiste do masovne industrijske proizvodnje za zrakoplovni i automobilski sektor. Kratak odgovor: lijevanje aluminija jedna je od najsvestranijih, najisplativijih i skalabilnih metoda obrade metala koje su danas dostupne, a raspon održivih projekata - od ukrasnih vrtnih skulptura do strukturnih blokova motora - uistinu je ogroman. Ako procjenjujete odgovara li pristup lijevanju aluminija vašoj primjeni, odgovor je gotovo uvijek potvrdan, pod uvjetom da odaberete pravi proces lijevanja za svoju geometriju, zahtjeve tolerancije i obujam proizvodnje.
Gustoća aluminija je otprilike 2,7 g/cm³ , manje od jedne trećine čelika, ali moderne aluminijske legure postižu vlačnu čvrstoću iznad 500 MPa. Taj omjer snage i težine ono je što je gurnulo aluminijsko lijevanje u toliko zahtjevnih sektora. Globalno tržište aluminijskih odljevaka procijenjeno je na približno 67,5 milijardi dolara u 2023 i predviđa se da će premašiti 95 milijardi USD do 2030., prema podacima koje je objavio Grand View Research — složena godišnja stopa rasta uglavnom potaknuta usvajanjem električnih vozila (EV) i zahtjevima za smanjenje težine u svim transportnim industrijama.
Ovaj članak pokriva cijeli krajolik: glavne procese lijevanja, najbolje aluminijske legure za određene vrste projekata, pravila projektiranja koja sprječavaju nedostatke, primjere projekata iz stvarnog svijeta s proizvodnim podacima, tehnike završne obrade i pošten pogled na očekivane troškove i vrijeme isporuke. Bilo da ste proizvođač koji planira prvo izlijevanje u pijesak ili proizvodni inženjer koji procjenjuje alate za tlačno lijevanje, informacije u nastavku organizirane su tako da budu odmah korisne.
Procesi lijevanja aluminija s pet jezgri — usporedna usporedba
Odabir pravog postupka najkonzekventnija je odluka u svakom projektu lijevanja aluminija. Svaka metoda nudi različitu ravnotežu troškova alata, završne obrade površine, tolerancije dimenzija, minimalne debljine stjenke i ekonomske količine narudžbe. Tablica u nastavku prikazuje praktične kompromise.
| Proces | Trošak alata | Površinska obrada (Ra) | Tolerancija (tipično) | Najbolji raspon glasnoće | Min. Debljina stijenke |
|---|---|---|---|---|---|
| Lijevanje u pijesak | Nisko (500 USD – 5000 USD) | 12-25 µm | ±0,5–1,5 mm | 1–5.000 kom | 3–5 mm |
| Trajni kalup (Gravity Die) | Srednje (5000 USD – 30 000 USD) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 kom | 2–3 mm |
| Lijevanje pod visokim pritiskom (HPDC) | Visoko (20 000 USD – 200 000 USD) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 kom | 0,8–1,5 mm |
| Lijevanje za ulaganje (izgubljeni vosak) | Srednje visoka (3000 USD – 50 000 USD) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 kom | 1–2 mm |
| Lost Foam Casting | Nisko-srednje (1000 USD – 15 000 USD) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 kom | 2–4 mm |
Lijevanje u pijesak: ulazna točka za prilagođene aluminijske projekte
Lijevanje u pijesku ostaje najpristupačnija metoda lijevanja aluminija za rad po narudžbi, male količine ili prototip. Zeleni pijesak (mješavina silicijskog pijeska, bentonitne gline i vlage) nabije se oko drvenog ili uretanskog uzorka, uzorak se ukloni, a rastaljeni aluminij — obično na 660–720°C — ulije u šupljinu. Vremena ciklusa su spora u usporedbi s tlačnim lijevanjem, ali u biti ne postoji gornja granica veličine. Tvornica GM Casting u Defianceu, Ohio, izlijeva aluminijske blokove motora od lijevanog pijeska, težine preko 40 kg svaki, pomoću automatiziranih linija za oblikovanje šibica — pokazujući da je lijevanje u pijesku veće od hobi upotrebe kada se pravilno koristi.
Za projekte ljevaonica u dvorištu, zeleni pijesak je jeftin za miješanje i ponovnu upotrebu. Osnovna dvodijelna postavka tikvice može proizvesti izvrsne rezultate s legurama kao što su A356 ili 319. Kritična varijabla je sadržaj vlage: previše mokro stvara parnu poroznost; presuho propada. Cilj je otprilike 2–4 % vlage po težini , lako se provjerava pinch testom.
Lijevanje pod visokim pritiskom: volumen, preciznost i tanke stijenke
HPDC ubrizgava rastaljeni aluminij u kalup od kaljenog čelika pod tlakom od 10–175 MPa , ispunjavajući šupljinu u milisekundama. Proces je iznimno brz — vremena ciklusa od 30–120 sekundi uobičajena su za dijelove srednje složenosti — i proizvodi dijelove gotovo neto oblika s debljinom stjenke od samo 0,8 mm u optimiziranom dizajnu. Automobilski sektor je dominantan korisnik. Prema podacima Udruge Aluminij, otprilike 75% svih automobilskih aluminijskih odljevaka proizvode se putem HPDC-a, uključujući kućišta radilice motora, kućišta mjenjača i sve više, velike strukturne komponente koje proizvode strojevi za mega-lijevanje (giga preše) sa silama stezanja do 9000 tona, tehnologiju koju je uveo Tesla, a sada prihvaćaju Toyota, Volvo i drugi.
Glavni nedostatak HPDC-a je poroznost: zarobljavanje zraka tijekom brzog punjenja stvara mikroskopske šupljine koje mogu ugroziti strukturni integritet i spriječiti toplinsku obradu. Vakuumsko tlačno lijevanje (VADC) to značajno smanjuje, omogućujući T6 toplinsku obradu i povećanje vlačne čvrstoće iznad 300 MPa čak i sa sekundarnim silicijskim legurama.
Legure za lijevanje aluminija — Usklađivanje materijala sa zahtjevima projekta
Sve aluminijske legure se ne izlijevaju niti rade na isti način. Aluminijske legure za lijevanje označavaju se četveroznamenkastim sustavom (npr. A380, A356, 319) koji označava njihove primarne legirajuće elemente i sastav. Odabir legure utječe na fluidnost, otpornost na vruće trganje, mehaničku čvrstoću, otpornost na koroziju i obradivost — a sve to značajno varira između obitelji legura.
A380
A380 — Višenamjenski HPDC radni konj
A380 (Al-Si8.5Cu3.5) čini više 85% svih aluminijskih tlačnih odljevaka u Sjevernoj Americi, prema Udruženju aluminija. Njegov visok sadržaj silicija (7,5–9,5%) daje izvrsnu fluidnost i minimalno skupljanje, dok dodaci bakra povećavaju vlačnu čvrstoću na 317 MPa kao lijevano. Nije prikladno za eloksiranje (sadržaj bakra uzrokuje mrlje), ali izuzetno dobro podnosi premaz u prahu i boju. Koristi se za kućišta elektronike, automobilske nosače, kućišta električnih alata i pneumatske razdjelnike.
A356
A356 — legura strukture i izgleda
A356 (Al-Si7Mg0.3) je standardni izbor za projekte pijeska i trajnih kalupa gdje se planira T6 toplinska obrada. Nakon obrade otopinom na 538°C i umjetnog starenja na 154°C, A356-T6 daje vlačnu čvrstoću od 262 MPa i granicom razvlačenja od 186 MPa — znatno bolji od vrijednosti u stanju u lijevanom stanju. Nizak sadržaj bakra znači da se čisto eloksira, što ga čini popularnim za arhitektonske odljevke, rasvjetna tijela, kotače za naknadnu prodaju i kućišta za zrakoplove. Izvrsna zavarljivost legure je sekundarna prednost za popravak ili izradu.
319
319 — Automobilska i opća tehnika
319 (Al-Si6Cu3.5) tradicionalni je izbor za komponente motora lijevane u pijesku — glave cilindra, usisne grane i kućišta mjenjača. Njegov sadržaj bakra daje dobru čvrstoću na povišenim temperaturama, što je važno kada radno okruženje prelazi 150°C. Ford, GM i Chrysler desetljećima su koristili legure iz obitelji 319 u glavama potisne šipke i OHC motora. Legura se čisto obrađuje i relativno dobro prihvaća tvrdu anodizaciju ako je sadržaj bakra kontroliran do donje granice specifikacije.
535
535 (Almag 35) — Pomorstvo i projekti otporni na koroziju
Za projekte koji su izloženi slanoj vodi ili okruženjima s visokom vlagom — brodski hardver, obalni arhitektonski elementi, oprema za kemijsku obradu — 535 (Al-Mg6.8) nudi iznimnu otpornost na koroziju, dobru zavarljivost i prirodnu svijetlu završnu obradu nakon eloksiranja. Njegov niži sadržaj silicija otežava izlijevanje (veća osjetljivost na vruće kidanje) i zahtijeva pažljiv dizajn otvora i kontrolirane temperature izlijevanja. Vlačna čvrstoća lijevanog je približno 240 MPa , usporediv s A356-T6 bez potrebe za toplinskom obradom.
Primjeri projekata lijevanja aluminija iz stvarnog svijeta u različitim industrijama
Raspon projekata lijevanja aluminija u aktivnoj proizvodnji je širi nego što većina ljudi misli. Primjeri u nastavku pokrivaju kontekste hobista, industrije, arhitekture i potrošačkih proizvoda, svaki s relevantnim podacima o procesu i legurama.
01
Dvorišna ljevaonica: Štitnik i podupirač noža od pijeska lijevanog aluminija
Popularan početni projekt lijevanja aluminija u zajednici proizvođača uključuje štitnike za noževe za lijevanje u pijesku, štitnike za prste i podupirače za prilagođene oštrice. Dijelovi su mali (obično ispod 50 g), geometrijski jednostavni i toleriraju hrapavost površine tipičnu za lijevanje u zelenom pijesku. A356 ili otpadni klipovi (često legura 4032) dobro rade. Temperaturu taline treba održavati na 700-730°C kako bi se osiguralo potpuno punjenje bez pretjerane apsorpcije plina. Završna obrada mokrim i suhim brusnim papirom granulacije 120 do 600, a zatim poliranjem, postiže se gotovo zrcalni izgled bez toplinske obrade nakon lijevanja.
02
Arhitektonski aluminijski lijevi: kape stupova, ograde i ukrasne ploče
Projekti arhitektonskog lijevanja aluminija imaju dugu povijest — aluminijska kapa na Washington Monumentu, postavljena 1884., ostaje jedna od najranijih zabilježenih upotreba preciznog lijevanja aluminija. Moderni arhitektonski projekti koriste trajno lijevanje u kalupe ili pijesak s legurama A356 ili 535. Tipične primjene uključuju ukrasne ograde za stepenice, ukrasne kapitele stupova, fasadne ploče zgrada i okove za vrata po narudžbi. Anodiziranje — osobito eloksiranje s tvrdim premazom do 25–50 µm — pruža trajnu zaštitu od korozije koja zahtijeva malo održavanja i koja se može obojiti u skladu sa specifikacijama dizajna. Nekoliko proizvođača u regiji Gulf Coast isporučuje arhitektonske elemente lijevane u pijesku s rokovima isporuke od 4–8 tjedana za prilagođene uzorke .
03
Automobili: HPDC blokovi motora i strukturni odljevci
Moderni motori kompaktnih automobila koriste blokove od aluminijske legure gotovo univerzalno. BMW N52 redni šest, predstavljen 2004., koristi blok od magnezij-aluminija s temeljnom pločom od lijevanog aluminija i kućištem koljenastog motora izvedenim iz A380 — dizajn koji je skraćivao 10 kg od ranijeg motora sa željeznim blokom. Suvremene strukture polica za baterije za EV, poput onih koje se koriste u platformama Rivian i Hyundai Ioniq, su HPDC aluminijski odljevci s više šupljina i integriranim kanalima za hlađenje, koji kombiniraju do sedam prethodno odvojenih utisnutih i zavarenih dijelova u jedan odljevak u obliku mreže. Ova konsolidacija smanjuje vrijeme montaže i poboljšava strukturnu krutost uz otprilike 30% manju masu u usporedbi s ekvivalentnim čeličnim konstrukcijama.
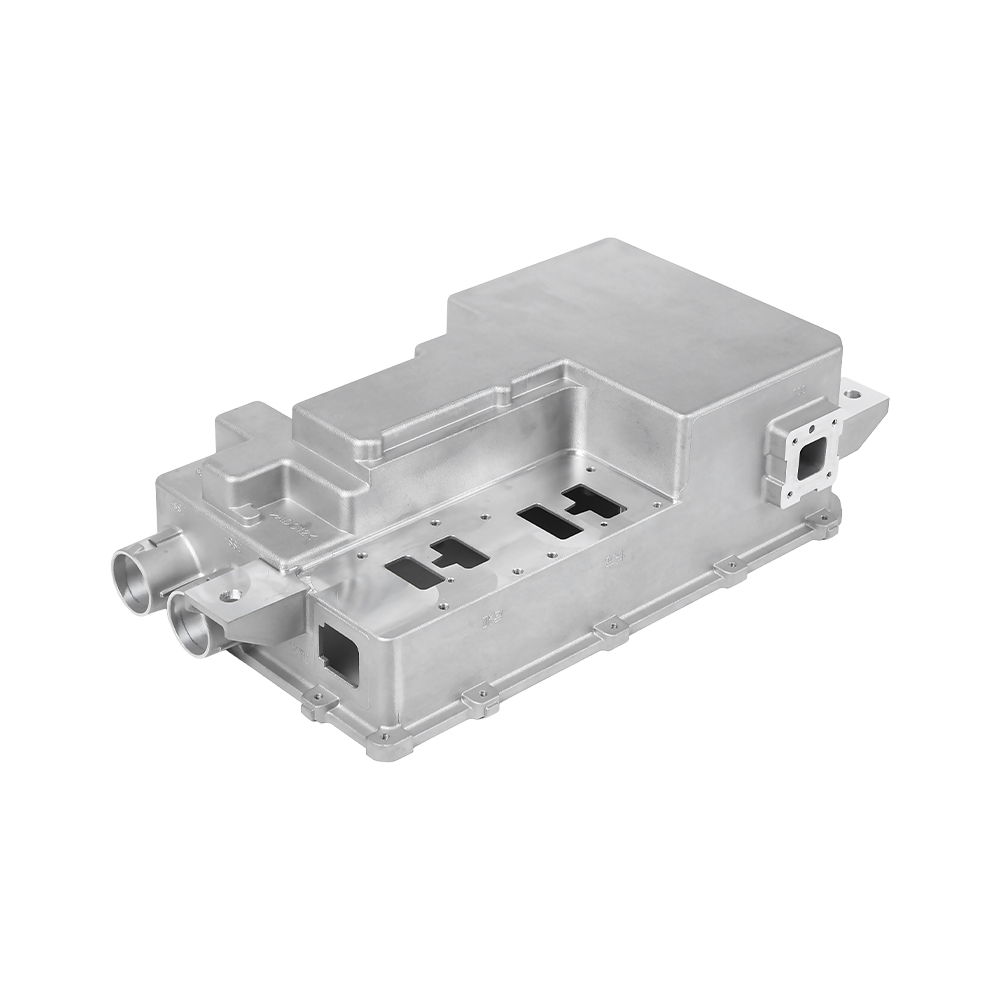
04
Elektronička kućišta: upravljanje toplinom putem lijevanja
Elektronika velike snage - motorni pogoni, pretvarači snage, pojačala telekom baznih stanica, LED pogonski uređaji - često koriste aluminijski lijev za kućišta jer materijal ima dvostruku funkciju i kao kućište i kao hladnjak. A380 HPDC kućišta s integriranim rebrima postižu vrijednosti toplinske otpornosti od 0,5–1,5°C/W u prirodnoj konvekciji, dovoljno za mnoge industrijske primjene bez prisilnog zraka. Za primjene RF zaštite, debljina stijenke od 3–5 mm u A380 osigurava učinkovito prigušenje iznad 500 MHz. Poželjno je livenje po investiciji kada je potrebna složena geometrija unutarnjeg kanala protoka za tekućinom hlađene hladne ploče.
05
Zrakoplovstvo: Investicijski lijevani strukturni nosači i kućišta
Lijevanje po ulošku s legurama A356 ili A357 standardna je praksa za nosače okvira zrakoplova, kućišta avionike i hidrauličke razvodnike gdje složenost geometrije i niske tolerancije eliminiraju strojnu obradu kao troškovno učinkovitu opciju. Tipični aluminijski odljevci za ulaganje koji se koriste u zrakoplovima postižu dimenzijske tolerancije od ±0,13 mm i površinske obrade od 3,2 µm Ra bez dodatne strojne obrade. Proces dopušta podrezivanja, tanke stijenke i organske konture koje se lijevanjem u pijesak ne može pouzdano proizvesti. Tvrtke poput Precision Castparts i Hitchiner Manufacturing isporučuju takve aluminijske odljevke za ulaganje u zrakoplove za platforme Boeinga, Airbusa i Lockheed Martina.
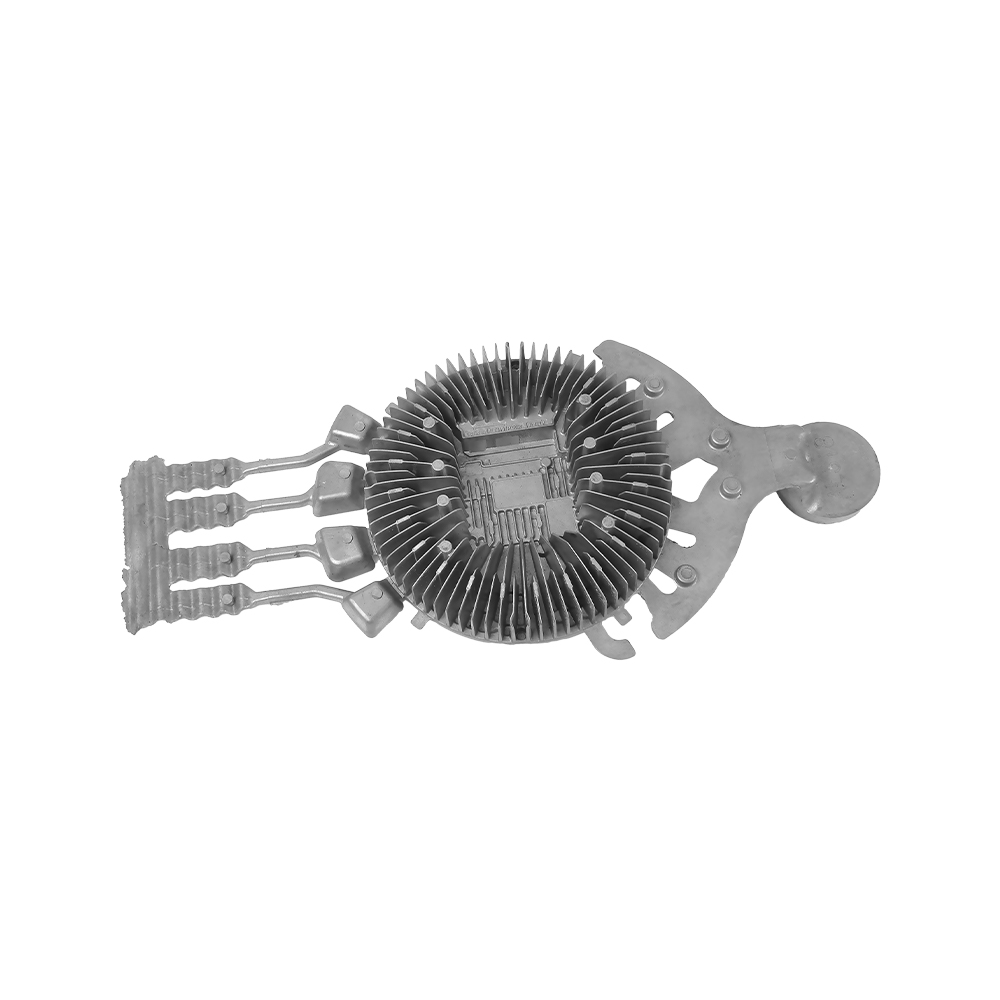
06
Umjetnost i kiparstvo: Projekti odljeva izgubljenog aluminija od pjene
Lijevanje izgubljene pjene popularno je među kiparima i umjetnicima jer se EPS pjena može oblikovati, izrezbariti i sastaviti bez ikakvog kuta ili kutije s jezgrom — pjenu troši rastaljeni aluminij tijekom izlijevanja, ostavljajući preciznu repliku originalnog modela. Ljevaonice umjetnina u zajednici u gradovima poput Chicaga i Portlanda nude otvoren pristup seansama lijevanja izgubljenog pjenastog aluminija. Izbor legure je manje kritičan za čisto dekorativne komade; sekundarni A380 ili 383 otpad daje odgovarajuće rezultate uz dobru fluidnost. Izlijevanja obično koriste a 2–4 mm kanali i usponski sustav u odnosu na volumen dijela kako bi se osiguralo potpuno ispunjavanje tankih skulpturalnih obilježja.
Pravila projektiranja koja sprječavaju nedostatke u projektima lijevanja aluminija
Većina grešaka u aluminijskom lijevanju je projektirana, a ne proizvedena. Praćenje utvrđenih smjernica za dizajn za lijevanje (DFC) tijekom CAD faze eliminira većinu poroznosti, hladnog zatvaranja, pogrešnog rada i kvarova zbog vrućeg trganja prije nego što se izreže jedan kalup. Sljedeća pravila široko se primjenjuju na postupke pijeska, trajnog kalupa i tlačnog lijevanja, uz navedene prilagodbe specifične za proces.
Ujednačenost debljine stijenke
Neujednačena debljina stjenke stvara različite stope hlađenja koje pokreću poroznost skupljanja prema području posljednjeg skrućivanja. Preporučeni projektni cilj je varijacija debljine stijenke ne veća od 2:1 između susjednih dijelova . Tamo gdje su teške izbočine ili prirubnice neizbježne, izrezivanje materijala ili miješanje prijelaza s izdašnim radijusima smanjuje razliku toplinske mase. Za HPDC, ciljajte nominalnu debljinu stijenke od 2-4 mm za većinu strukturalnih primjena; stijenke iznad 6 mm počinju nakupljati plinsku poroznost osim ako se ne koristi vakuumsko punjenje.
Zaokruživanja i radijusi na svim unutarnjim uglovima
Oštri unutarnji kutovi koncentriraju naprezanje i stvaraju vruće točke tijekom skrućivanja. Minimalni unutarnji polumjer zaobljenja od 1,5 × debljina stijenke preporučuje ASM International smjernice za dizajn aluminijskog lijeva. Čak i radijus od 1 mm dramatično smanjuje faktore koncentracije naprezanja u usporedbi s istinski oštrim kutom. Vanjski kutovi mogu biti oštriji (minimalni radijus 0,5 mm), ali nikad ne smiju biti potpuno kvadratni u lijevanom aluminiju.
Kutovi nacrta za otpuštanje kalupa
Sve površine paralelne sa smjerom izvlačenja kalupa zahtijevaju kutove naprezanja. Standardni minimumi su 1–2° za lijevanje u pijesak, 1–3° za trajni kalup i 0,5–1,5° za HPDC na vanjskim površinama (nešto više na unutarnjim površinama jer se odljevak skuplja na jezgre). Nedovoljan propuh dovodi do trošenja matrice, loma jezgre i poteškoća s vađenjem koje na kraju oštećuju odljevak. Površine okrenute prema kalupu ne smiju imati propuh; na crtežu jasno odredite koji je smjer ravnina rastavljanja.
Zatvaranje i podizanje za usmjereno skrućivanje
Dobar dizajn zatvarača dovodi tekući metal postupno od tankih do debelih dijelova, osiguravajući da najteža područja ostanu povezana sa spremnikom tekućine — usponskom cijevi — dok se potpuno ne skrutne. Chvorinovo pravilo (vrijeme skrućivanja proporcionalno (volumenu/površini)²) vodi dimenzioniranje uspona: uspon mora imati modul najmanje 1,2× u odnosu na najteži dio ono hrani. Softver za simulaciju kao što je MAGMASOFT, Flow-3D, i ProCAST naširoko se koristi za provjeru dizajna vrata i uspona prije rezanja proizvodnog alata, značajno smanjujući troškove pokušaja i pogrešaka.
Dizajn navoja i umetka od lijevanog aluminija
Lijevani aluminij je premekan za izravne grube navoje u primjenama spojnica s velikim zakretnim momentom. Opcije uključuju: (1) lijevanje čeličnih ili mesinganih umetaka s navojem — proizvodi Heli-Coil i E-Z Lok popularni su za naknadnu ugradnju; (2) upotrebom strojno obrađenih navoja nakon lijevanja s najmanje 1,5× duljina zahvata promjera navoja ; ili (3) specificiranje ugradnje ultrazvučnog umetka za dizajne u blizini termoplasta. HPDC dijelovi mogu sadržavati rupe s jezgrom do minimalnog promjera od 2,0 mm s pažljivim dizajnom matrice, smanjujući zahtjeve za naknadnim bušenjem.
Kontrola kvalitete taline — korak koji većina početnika zanemaruje u lijevanju aluminija
Kvaliteta rastaljenog aluminija na mjestu izlijevanja određuje gornju granicu kvalitete gotovog odljevka. Savršeno dizajnirani dio izliven od loše pripremljenog metala i dalje će pokazivati poroznost, uključke oksida i smanjena mehanička svojstva. Iskusni operateri u ljevaonici tretiraju pripremu taline jednako ozbiljno kao i dizajn kalupa.
Vodikova poroznost: najčešći nedostatak aluminijskog lijevanja
Aluminij lako otapa vodik u svom tekućem stanju — tekući aluminij na 750°C može zadržati približno 0,65 cm³ na 100 g metala , u usporedbi sa samo 0,034 cm³ na 100 g u čvrstom stanju (prema podacima Udruge za aluminij). Kada se talina skrutne, velika većina tog otopljenog vodika se odbacuje i stvara mikroskopske mjehuriće - poroznost - kroz cijeli odljev. Primarni izvori vodika su atmosferska vlaga, mokri otpad, zauljeni povrat i mokri fluks.
Otplinjavanje suhim dušikom ili argonom kroz rotacijsku jedinicu za otplinjavanje (SNIF proces ili ekvivalent) smanjuje otopljeni vodik na ispod 0,10 cm³ na 100 g u komercijalnoj praksi — znatno ispod praga za vidljivu poroznost u većini geometrija lijevanja. Hobisti bez rotacijske opreme za otplinjavanje mogu koristiti tablete heksakloroetana (uz odgovarajuću ventilaciju — proces stvara plin klor) ili jednostavno minimizirati izloženost vlazi talini predgrijavanjem svih alata i držanjem poklopaca peći zatvorenim.
Uključci oksida i praksa fluksa
Aluminij trenutno oksidira pri izlaganju zraku, stvarajući tanku, ali postojanu aluminijevu (Al₂O₃) kožu. Turbulentno izlijevanje savija ovu kožu u talinu, stvarajući oksidne bifilmove koji djeluju kao mjesta inicijacije pukotina u skrutnutom odljevku. Pokojni profesor John Campbell sa Sveučilišta u Birminghamu proveo je desetljeća dokumentirajući kako su oksidni bifilmovi temeljni uzrok raspršenosti mehaničkih svojstava većine aluminijskih odljevaka - varijabilnost vlačne čvrstoće od 30-40% u identičnim odljevcima često se povezuje s distribucijom bifilma.
Praktične protumjere uključuju: lonce za izlijevanje s donje strane umjesto usnih lonca za izlijevanje s gornje strane, pjenaste keramičke filtre u sustavu lijevanja (20–30 ppi za aluminij), smanjenu visinu izlijevanja i kontroliranu brzinu izlijevanja te minimiziranje turbulencije na ulazu u kalup. Dodaci topitelja (pokrivajući topilice kao što su mješavine kalijevog klorida/natrijevog klorida) štite površinu taline od atmosferske oksidacije između zagrijavanja i pomažu u spajanju čestica oksida za uklanjanje prije izlijevanja.
Kontrola temperature i pregrijavanje
Većina aluminijskih legura za lijevanje ima temperature likvidusa između 555°C i 615°C . Izlijevanje pri prekomjernom pregrijavanju (više od 80–100°C iznad likvidusa) povećava apsorpciju plina, stvaranje oksida i eroziju kalupa u HPDC. Prehladno izlijevanje stvara neispravan rad i hladna zatvaranja — područja gdje se metalna prednja strana stvrdnjava prije punjenja kalupa. Optimalna temperatura izlijevanja za većinu primjena nalazi se između 680°C i 740°C , pri čemu temperatura kalupa također igra značajnu ulogu: trajni kalupi obično se prethodno zagrijavaju na 200–350°C za aluminij.
Postupci nakon lijevanja: toplinska obrada, strojna obrada i završna obrada površine
Većina projekata lijevanja aluminija zahtijeva barem neke radove nakon lijevanja. Operacije u nastavku prikazane su redoslijedom kojim bi se obično izvodile u proizvodnji.
Korak 1
Degiranje i istresanje
Odljevci od pijeska istresaju se iz kalupa nakon što se očvrsnu (obično unutar 5-30 minuta, ovisno o težini dijela). Vodilice i usponi uklanjaju se piljenjem, brušenjem ili hidrauličkim lomljenjem. Dijelovi HPDC-a obrezuju se u namjenskoj matrici za obrezivanje koja reže škare i vodilice u jednom potezu pritiska, uz vrijeme ciklusa od 5-15 sekundi po dijelu. Bljesak linije razdvajanja na pješčanim odljevcima obično zahtijeva ručno brušenje kako bi se uklopio u površinu odljevka.
Korak 2
Toplinska obrada (kada je navedeno)
Oznaka T6 temperiranja — toplinska obrada u otopini nakon koje slijedi umjetno starenje — najčešće je specificirana toplinska obrada aluminijskih odljevaka. Za A356:
- Tretman otopinom: 538°C ± 6°C 4-12 sati (ovisno o debljini presjeka)
- Kaljenje: voda na 60–80°C (toplo kaljenje smanjuje distorziju zaostalog naprezanja)
- Staranje: 154°C ± 6°C 6–12 sati
Ova sekvenca otapa precipitate Mg₂Si u otopinu i zatim ih ponovno taloži kao finu disperziju koja sprječava kretanje dislokacija, povećavajući granicu tečenja od približno 83 MPa (F temperatura) do 186–207 MPa (T6 temperatura) .
3. korak
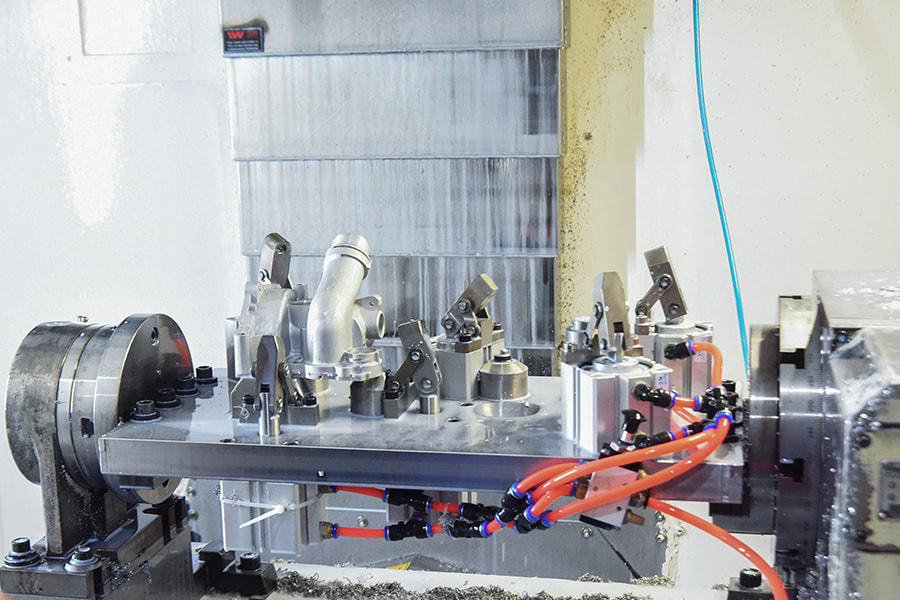
CNC obrada kritičnih površina
Strojevi od lijevanog aluminija su izuzetno dobri — vijek trajanja alata je tipičan 10–20× duže pri obradi aluminija u odnosu na čelik pri ekvivalentnim uvjetima opterećenja strugotine. Brza CNC obrada lijevanog aluminija koristi alate od tvrdog metala, brzine rezanja od 300–600 m/min (površinskih stopa u minuti: 1000–2000) i rashladno sredstvo za hlađenje ili podmazivanje minimalne količine (MQL). Podatkovne značajke strojno urezane u odljevak — jastučići, provrti i rupe za lociranje — uspostavljaju referentni okvir za sve naredne operacije strojne obrade. Za HPDC dijelove velike količine, namjenske prijenosne linije s ciklusima kraćim od 60 sekundi po dijelu uobičajene su u ćelijama za automobilsko lijevanje.
Korak 4
Mogućnosti završne obrade aluminijskih odljevaka
Raspon mogućnosti završne obrade za projekte lijevanja aluminija je širok:
- Anodizacija: Elektrokemijska oksidacija koja stvara gusti sloj glinice od 5-25 µm (Tip II) ili 25-100 µm (Tip III tvrdo eloksirano). Pruža izvrsnu otpornost na koroziju i habanje. Najbolje s legurama A356 ili 535.
- Premazivanje prahom: Elektrostatska primjena termoreaktivnog polimernog praha, stvrdnjavanog na 160–200°C. Izvrsna UV otpornost, širok raspon boja, isplativo za srednje do velike količine. Kompatibilan sa svim legurama za lijevanje.
- Kromatni pretvorbeni premaz: Trovalentni kromat (Alodin/Iridite) pruža zaštitu od korozije i temeljni premaz za prianjanje boje za primjenu u zrakoplovstvu i obrani. RoHS usklađen s trovalentnim formulacijama.
- Pjeskarenje i vibracijsko uklanjanje ivica: Mehanička završna obrada koja uklanja neravnine, poboljšava izgled površine i može se koristiti za stvaranje zaostalih tlačnih naprezanja (varijanta shot peening) koja poboljšavaju vijek trajanja do 30%.
- Bezelektrično niklanje: Nanosi ujednačeni sloj nikal-fosfora od 10–50 µm koji značajno poboljšava tvrdoću (500–700 HV nakon toplinske obrade) i otpornost na trošenje, koristi se za kalupe, čahure i klizne površine.
Struktura troškova projekata lijevanja aluminija — što pokreće cijenu
Razumijevanje pokretača troškova pomaže projektnim inženjerima u donošenju boljih odluka o odabiru procesa i daje timovima za nabavu okvir za procjenu ponuda dobavljača lijeva.
Rješavanje uobičajenih nedostataka aluminijskog lijevanja
Čak se i iskusni operateri u ljevaonici susreću s nedostacima. Donja tablica prikazuje najčešće nedostatke aluminijskog lijevanja s njihovim glavnim uzrocima i korektivnim radnjama.
| kvar | Izgled | Primarni uzrok | Korektivna radnja |
|---|---|---|---|
| plinska poroznost | Okrugle šupljine, glatki zidovi, nasumična raspodjela | Otopljeni vodik u talini | Degas talina; osušiti sav alat i otpad; smanjiti pregrijavanje |
| Poroznost skupljanja | Nepravilne šupljine, grubi zidovi, u teškim dijelovima | Neadekvatno hranjenje / dizanje | Povećajte veličinu uspona; dodajte zimice teškim dijelovima; redizajn za jednoličan zid |
| Cold Shut | Linearni šav na površini, slabo sučelje | Dvije metalne fronte koje su se ohladile prije susreta | Povećajte temperaturu izlijevanja; poboljšati usmjeravanje za ranije spajanje tokova |
| Hot Tearing | Raščupana pukotina pri promjeni ugla ili presjeka | Toplinski stres tijekom kasne faze skrućivanja | Povećajte polumjere fileta; dodati fleksibilnost jezgrama; prethodno zagrijte kalup |
| Uključci oksida | Tamne pruge ili filmovi vidljivi na strojno obrađenom dijelu | Turbulentno izlijevanje, presavijene oksidne kože | Smanjite visinu izlijevanja; koristiti pjenasti keramički filtar; izbjegavajte pretapanje troske |
| Pogrešno pokretanje | Nepotpuna ispuna, zaobljeni nepotpuni rubovi | Metal prehladan, tanak dio, loša ventilacija | Povećajte temperaturu izlijevanja; zadebljati tanke zidove; dodati ventilacijske otvore kalupu |
Održivo lijevanje aluminija — recikliranje, energija i kružna ekonomija
Aluminij je konstrukcijski metal koji se najviše može reciklirati i ovo svojstvo iz temelja mijenja računicu održivosti projekata lijevanja aluminija u usporedbi s alternativama od čelika ili cinka. Recikliranje aluminija zahtijeva samo 5% energije potrebne za proizvodnju primarnog aluminija iz boksitne rude — približno 2–3 kWh/kg za sekundarnu u odnosu na 45–55 kWh/kg za primarnu proizvodnju (podaci Međunarodnog instituta za aluminij, 2023.). Razlika u ugljičnom otisku jednako je dramatična: sekundarni aluminij stvara otprilike 0,5–1,0 kg CO₂ po kg metala u usporedbi s 8–12 kg CO₂ po kg za primarno taljenje na ugljen.
Kraj 75% ukupnog aluminija ikada proizvedenog i danas je u uporabi , navode iz Udruge Aluminij. Automobilski sektor ima najvišu stopu recikliranja aluminija od bilo koje krajnje upotrebe — dotrajala vozila predstavljaju gust, odvojen izvor otpadaka od čiste legure za lijevanje koji se vraća u sekundarnu proizvodnju HPDC legure uz minimalnu degradaciju kvalitete. Ova učinkovitost zatvorene petlje jedan je od razloga zašto proizvođači automobila navode aluminijsko lijevanje kao izbor dizajna koji pozitivno utječe na održivost, čak i na energetski intenzivnim platformama vozila.
Za ljevaoničke operacije, povrat energije iz ispušnih plinova iz peći, praćenje kemije taline u stvarnom vremenu kako bi se smanjili ciklusi ponovnog taljenja i obloge peći od keramičkih vlakana koje smanjuju gubitak topline za 15–25% u usporedbi sa starijim dizajnom vatrostalnih materijala, doprinose smanjenju utjecaja na okoliš u modernim postrojenjima za lijevanje aluminija. Nekoliko europskih ljevaonica — uključujući Rheinfelden Alloys i Novelis — obvezalo se na operacije lijevanja aluminija bez ugljika do 2030. kroz kombinaciju izvora obnovljive energije i offset programa.
Novi trendovi u lijevanju aluminija — što mijenja industriju
Industrija lijevanja aluminija prolazi kroz značajne tehničke promjene potaknute elektrifikacijom, digitalnom proizvodnjom i razvojem novih legura. Razumijevanje ovih trendova važno je za svakoga tko planira višegodišnje programe lijevanja aluminija.
Mega-lijevanje i strukturna integracija
Teslina upotreba giga preša od 6.000 tona i 9.000 tona za livenje cijelih stražnjih dijelova podvozja EV-a kao jednog aluminijskog tlačnog lijevanja — zamjenjujući 70-100 pojedinačnih žigosanih i zavarenih dijelova — izazvalo je značajan interes u cijeloj automobilskoj industriji. Toyota, Volvo, General Motors i nekoliko kineskih proizvođača originalne opreme najavili su slične programe. Za odljevke se koristi prilagođeni visokovakuumski lijev s Al-Si-Mg legurama posebno razvijenim za strukturno mega-lijevanje, postižući produljenja iznad 10% i vlačne čvrstoće iznad 250 MPa kao lijevani, bez toplinske obrade. Ovaj razvoj iz temelja mijenja ekonomiju proizvodnje strukture karoserije u količinama iznad 100.000 jedinica godišnje.
3D ispisani pješčani kalupi i jezgre
Ispis mlazom veziva za kalupe od silicijevog pijeska (koristeći sustave ExOne/Desktop Metal, Voxeljet i Viridis3D) uklonio je korak izrade uzorka iz lijevanja u pijesku, omogućujući proizvodnju jednog komada složenih aluminijskih odljevaka s unutarnjim prolazima koje je geometrijski nemoguće izdubiti konvencionalnim metodama. Vrijeme od CAD datoteke do prvog lijevanog dijela je sada 3–5 radnih dana s tiskanim pješčanim kalupima, u odnosu na 4–8 tjedana za konvencionalne uzorke i alate. Ford, John Deere i nekoliko zrakoplovnih tvrtki koriste tiskane pješčane kalupe za prototipove i aluminijske odljevke male količine, s troškovima dijelova koji su konkurentni strojno obrađenim alternativama za složene geometrije.
Praćenje procesa u stvarnom vremenu i AI kontrola kvalitete
Nizovi senzora ugrađeni u strojeve za tlačno lijevanje sada bilježe profile tlaka sačme, površinske temperature kalupa i podatke o brzini metala u rezoluciji milisekundi. Modeli strojnog učenja uvježbani na povijesnim podacima o greškama mogu predvidjeti poroznost skupljanja i vjerojatnost hladnog zatvaranja iz potpisa profila sačme prije nego što se dio ukloni iz matrice — omogućujući automatsko odbacivanje snimki izvan specifikacije bez pregleda rendgenskim zrakama. Nekoliko 1. razine dobavljača odljevaka za automobile izvještava smanjenje stope otpada od 30–50% nakon postavljanja takvih sustava praćenja u stvarnom vremenu, izravno prevodeći na niže troškove i poboljšanu metriku održivosti.
Razvoj legure za upravljanje toplinom električnih vozila
Ploče za hlađenje EV baterije zahtijevaju aluminijske legure za lijevanje s visokom toplinskom vodljivošću, izvrsnom nepropusnošću (bez poroznosti) i sposobnošću formiranja lemljenih spojeva. Standardni A380 ima toplinsku vodljivost od približno 96 W/m·K — odgovarajuće, ali ne optimalno. Nove legure u obitelji Al-Si-Mg s kontroliranim sadržajem željeza i bakra razvijaju tvrtke uključujući Novelis, Constellium i Impol kako bi se postigla vodljivost iznad 160 W/m·K u lijevanom stanju, omogućujući kompaktnije i učinkovitije baterijske sustave hlađene tekućinom. Ovo je aktivno područje istraživanja legura s više patenata prijavljenih 2022.–2024.
Često postavljana pitanja o projektima lijevanja aluminija
Koja je najbolja legura aluminija za projekt prvog lijevanja?
Za početnike koji koriste dvorišnu peć i kalupe sa zelenim pijeskom, reciklirani klipovi (obično legura 4032 ili 2618) ili čisti A356 ingoti izvrsna su polazišta. Oba imaju dobru fluidnost pri tipičnim temperaturama izlijevanja u dvorištu od 700–730°C, i nijedan nema značajno toksičnih dodataka legure. A356 malo više oprašta vlagu u pijesku jer njegov sadržaj silicija poboljšava fluidnost čak i pri nižim temperaturama. Izbjegavajte nepoznati otpad od elektronike ili obloženih dijelova - kontaminanti od lemljenja, lijevanog cinka ili oplata mogu proizvesti otrovne pare i lošu kvalitetu lijevanja.
Kako mogu spriječiti poroznost svojih aluminijskih odljevaka?
Poroznost ima dva temeljna uzroka: otopljeni vodik (plinska poroznost) i neadekvatno hranjenje skupljanja (skupljajuća poroznost). Za rješavanje poroznosti plina, održavajte sve materijale kalupa i metal suhima, koristite sredstvo za prekrivanje i degazirajte talinu prije izlijevanja. Kako biste riješili poroznost skupljanja, osigurajte da je vaš uspon dovoljno velik da ostane tekuć nakon što se odljevak skrutne — modul uspona mora premašiti modul najtežeg dijela odljevka za najmanje 20%. Hladnjaci postavljeni uz teške dijelove također pomažu ubrzavanjem lokalnog skrućivanja kako bi se smanjio zahtjev za skupljanjem.
Koja je minimalna debljina stijenke koja se može postići kod lijevanja aluminija?
Minimalna debljina stijenke ovisi o postupku lijevanja. Visokotlačnim lijevanjem pod pritiskom postižu se najtanje stijenke — čak i 0,8 mm u optimiziranim dizajnima kalupa s ubrizgavanjem metala velikom brzinom. Investicijski lijev pouzdano postiže 1,0–1,5 mm. Ručke za lijevanje u trajnom kalupu (gravitacijski kalup) najmanje 2–3 mm. Lijevanje u pijesku obično zahtijeva minimalne stijenke od 3-5 mm za pouzdano punjenje, iako su vješti operateri u ljevaonici postigli 2 mm u manjim dijelovima s legurama visoke fluidnosti silicija i kalupima s dobrim zatvaračem.
Može li se lijevani aluminij zavarivati?
Da, mnoge legure za lijevanje aluminija mogu se zavarivati, ali taj proces zahtijeva oprez. A356 i 535 legure su najčešće zavarljive legure za lijevanje. Zavarivanje s plinskim volframom (GTAW/TIG) sa žicom za punjenje 4043 ili 5356 standardna je praksa. HPDC dijelovi koji sadrže A380 općenito se smatraju nezavarljivim u konstrukcijskim primjenama zbog sadržaja bakra i plinske poroznosti koja se oslobađa tijekom zavarivanja. Ako zavarivate lijevani aluminij, prethodno zagrijte područje na 150–200°C kako biste smanjili pucanje uslijed toplinskog udara, a za strukturalne spojeve u A356 preporučuje se smanjenje naprezanja nakon zavarivanja na 175°C tijekom 2–4 sata.
Koliko vremena je potrebno za izradu aluminijskih odljevaka?
Vremena dostave uvelike se razlikuju ovisno o procesu i lokaciji dobavljača. Za 3D ispisane odljevke pješčanih kalupa (količine prototipa), vrijeme isporuke prvog artikla od 3–10 radnih dana mogu se dobiti od etabliranih dobavljača. Konvencionalno lijevanje u pijesku s novim uzorkom: 4–8 tjedana za izradu uzorka plus 1–2 tjedna za lijevanje. HPDC s novim alatom: 10–20 tjedana za proizvodnju kalupa, zatim proizvodne količine za 2–4 tjedna. Investicijski lijev: 8–16 tjedana za izradu alata, 3–6 tjedana za proizvodnju. Ubrzani programi alata po višoj cijeni mogu sažimati te vremenske okvire za 30–50% s vrhunskim dobavljačima.
Koja je razlika između tlačnog lijevanja i lijevanja aluminija u pijesku?
Lijevanje u pijesak koristi potrošne pješčane kalupe koji se uništavaju kako bi se oslobodio dio — što omogućuje složenu geometriju i vrlo velike dijelove, ali s nižom završnom obradom površine, širim tolerancijama i sporijim vremenima ciklusa. Lijevanje pod pritiskom koristi trajno očvrsnute čelične kalupe (matrice) i ubrizgava metal pod visokim pritiskom — postižući izvrsnu završnu obradu površine (1–2 µm Ra), uske tolerancije (±0,05–0,15 mm) i vrlo visoke proizvodne stope (30–120 sekundi ciklusa), ali s visokim troškovima alata i zahtjevima za minimalnom količinom koji ga čine neekonomičnim ispod približno 10 000 dijelova. Lijevanje u pijesku je bolje za prototipove, velike dijelove i male količine; lijevanje pod pritiskom ističe se u proizvodnji velikih količina malih do srednje preciznih komponenti.
Je li aluminijsko lijevanje ekološki prihvatljivo?
Lijevanje aluminija korištenjem sekundarne (reciklirane) legure jedan je od ekološki povoljnijih dostupnih postupaka obrade metala. Sekundarni aluminij zahtijeva samo 5% energije primarne proizvodnje aluminija i stvara djelić emisija CO₂. Visoka mogućnost recikliranja aluminija — sa stopama recikliranja iznad 90% u automobilskom sektoru — i zatvoreni protok materijala u mnogim ljevaonicama čine ga znatno ekološkijim od procesa koji koriste primarne metale. Glavni problemi za okoliš su emisije fluorida iz upotrebe fluksa (koje kontroliraju mokri pročistači u modernim ljevaonicama) i upravljanje rashladnom tekućinom u operacijama strojne obrade.
Mogu li anodizirati dijelove od tlačno lijevanog aluminija?
Standardne HPDC legure kao što je A380 (koja sadrži 3–4% bakra) ne anodiziraju do završne obrade postojane kvalitete — sadržaj bakra uzrokuje smeđe ili crne mrlje u anodnom sloju. Za površine anodiziranog izgleda na aluminiju lijevanom pod tlakom, navedite leguru s niskim sadržajem bakra kao što je A360 (bakar ispod 0,6%) ili posebnu kozmetičku leguru za tlačni lijev. Legure A356 i 535 čisto se anodiziraju i ravnomjerno poprimaju boju. Ako je potrebno lijevanje pod pritiskom i navedeno je eloksiranje, surađujte sa svojim dobavljačem lijevanja kako biste odabrali odgovarajuću leguru s niskim sadržajem bakra tijekom faze projektiranja umjesto da otkrivate nekompatibilnost nakon izrade alata.








