
Dom / Vijesti / Vijesti o industriji / Aluminijski obrađeni dijelovi naspram lijevanja: tolerancija, cijena i legure
Strojno obrađeni aluminijski dijelovi nadmašuju aluminijski lijev kada su tolerancija i strukturni integritet najvažniji
Kratak odgovor: birajte aluminijski strojno obrađeni dijelovi kad god komponenta treba uske dimenzijske tolerancije (obično ±0,01 mm do ±0,05 mm), potpuno gustu mikrostrukturu bez poroznosti ili niski do srednji obujam proizvodnje gdje se troškovi alata ne mogu opravdati. Odaberite aluminijski odljevak kada je geometrija složena, serija je velika (često 10 000 jedinica), a prihvatljiva je nešto niža dimenzijska preciznost. Nijedan proces nije univerzalno "bolji" — oni rješavaju različite inženjerske probleme, a najjači opskrbni lanci zapravo kombiniraju oba, strojno obrađujući kritične spojne površine na lijevani proizvod.
Ovaj članak razlaže stvarne razlike između subtraktivne strojne obrade i lijevanja, legure koje svaki proces favorizira, tolerancije koje realno možete očekivati i kako kupci zapravo donose odluku o kompromisu na stvarnim proizvodnim narudžbama u 2026.
Kako se zapravo proizvode aluminijski strojno obrađeni dijelovi
Strojno obrađeni aluminijski dijelovi započinju život kao kovani materijal - šipka, ploča ili ekstruzija - koji već ima dosljednu strukturu zrna bez šupljina od valjanja ili ekstruzije. CNC glodalica ili tokarilica zatim uklanja materijal u kontroliranim prolazima dok se ne pojavi konačna geometrija. Nema koraka taljenja, nema kompenzacije skupljanja i nema rizika od stvaranja zarobljenih plinskih džepova unutar dijela.
Tipični slijed proizvodnje
- Odabir sirovog materijala i rezanje na grubu praznu veličinu
- CAM programiranje iz 3D modela, uključujući simulaciju putanje alata
- Grubo glodanje ili tokarenje za brzo uklanjanje rasutog materijala
- Poluzavršni prolazi kako bi se dio približio konačnoj dimenziji
- Završni prolazi pri manjim brzinama napredovanja za površine s malom tolerancijom
- Skidanje ivica, čišćenje i pregled dimenzija
- Opcijska površinska obrada (eloksiranje, pasivizacija, pjeskarenje)
Obradni centar s 5 osi može zadržati orijentaciju jednog dijela kroz većinu operacija, što smanjuje pogreške pri učvršćivanju i skraćuje vrijeme ciklusa na dijelovima s kutnim značajkama - nešto što bi glodalica s 3 osi trebala višestruka podešavanja da postigne.
Strojno obrađeni dijelovi u odnosu na aluminijski odljev: izravna usporedba
Kupci često pitaju treba li dio "izliti" ili strojno obraditi prije nego što postoji jedan crtež. Tablica u nastavku prikazuje praktične razlike koje zapravo pokreću tu odluku u proizvodnom pogonu, a ne teoretske.
| Faktor | Aluminijski strojno obrađeni dijelovi | Aluminijski lijev |
|---|---|---|
| Tipična tolerancija | ±0,01 mm do ±0,05 mm | ±0,2 mm do ±0,5 mm (kao lijevano) |
| Rizik od unutarnje poroznosti | Ništa (kovane zalihe) | Prisutan, posebno u debelim dijelovima |
| Ulaganje u alate | Nisko (samo rasporedi) | Visoko (matrice ili kalupi) |
| Najbolji volumen narudžbe | Prototipovi do srednjeg volumena | Srednja do visoka glasnoća |
| Sloboda geometrije | Ograničeno pristupom alatu | Moguće složene unutarnje šupljine |
| Mehanička čvrstoća | Veći, ravnomjerni protok zrna | Niže osim ako nije termički obrađeno |
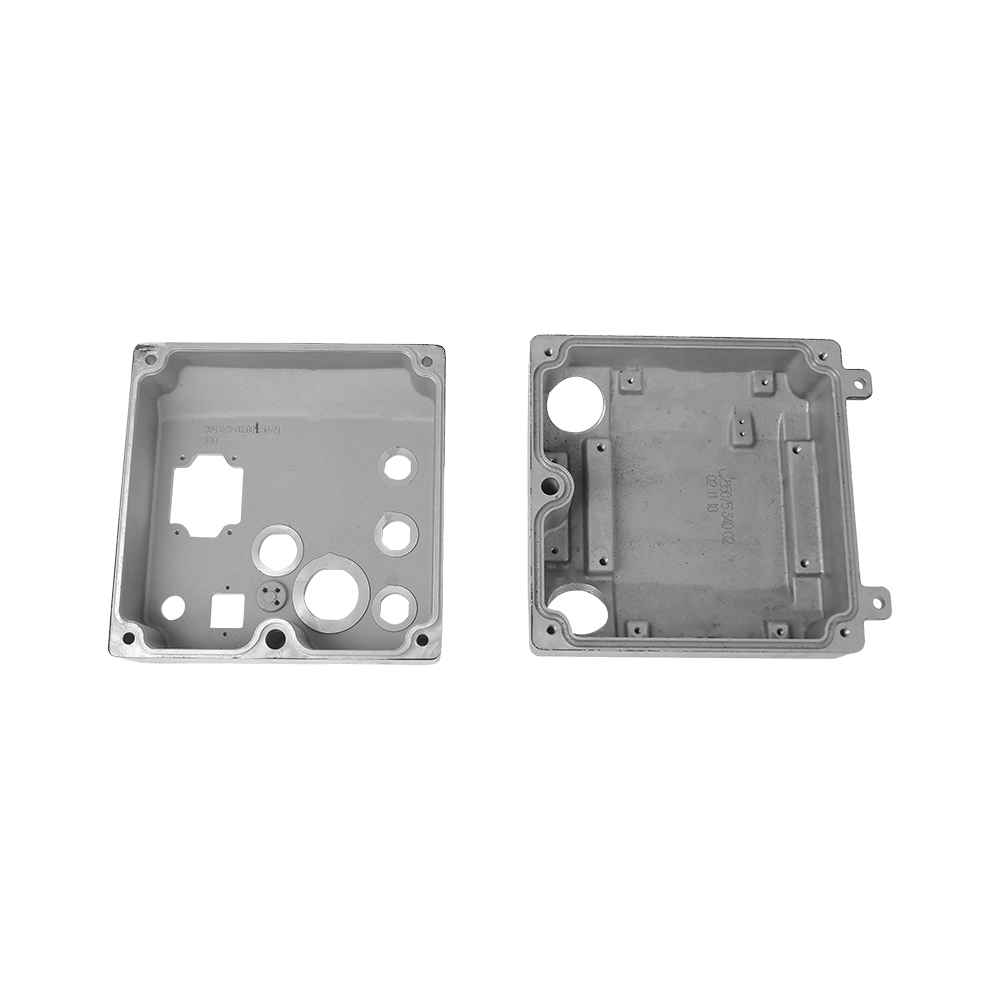
U praksi, mnogi proizvodni programi koriste oba procesa zajedno: an aluminijski odljevak ekonomično oblikuje grubi oblik kućišta, a strojna obrada zatim dovršava provrte za ležajeve, površine za pričvršćivanje i rupe s navojem kojima je potrebna preciznost koju lijevana površina ne može pružiti.
Odabir legure: Što zapravo ide na stol stroja
Ne rade svi aluminijski strojevi na isti način, a legura odabrana uzvodno određuje brzinu rezanja, trošenje alata i čvrstoću konačnog dijela.
Uobičajene legure i njihovo ponašanje pri obradi
| Legura | Ocjena obradivosti | Tipična uporaba |
|---|---|---|
| 6061-T6 | dobro | Opći strukturni nosači, kućišta |
| 6082-T6 | dobro | Nosivi okviri, kućišta mjenjača |
| 7075-T6 | Pošteno | Zrakoplovna oprema, visokoopterećeni dijelovi |
| 2024-T3 | Pošteno | Konstrukcijski elementi kritični na zamor |
| 5052-H32 | Izvrsno | Strojno obrađene ploče izvedene od lima |
7075 nudi najveći omjer čvrstoće i težine na ovom popisu, ali stvara više topline i trošenja alata tijekom rezanja, zbog čega trgovine koje rade velike količine 7075 dijelova daju prednost alatima s premazom od karbida i manjim brzinama napredovanja vretena nego što bi koristili na 6061.
Tolerancija, završna obrada površine i što zapravo znači "preciznost".
Riječ "preciznost" olako se koristi u marketingu dobavljača, tako da pomaže u vezivanju s stvarnim brojevima. Glodalica s 3 osi opće namjene sa standardnim alatima na aluminiju 6061 udobno drži ±0,05 mm preko dijela srednje veličine. Prelaskom na kruto središte s 5 osi s rashladnom tekućinom s kontroliranom temperaturom i kalibriranim sondiranjem to se može smanjiti na ±0,01 mm na kritične značajke, što je raspon koji najviše zahtijevaju precizna ležajna sjedala i brtvene površine.
Mogućnosti završne obrade površine nakon strojne obrade
- Kao strojno obrađena (Ra 1,6–3,2 μm) — standard za unutarnje, nekozmetičke površine
- Pjeskarenje perlama — ujednačena mat tekstura, skriva tragove alata
- Tip II prozirna ili anodizacija u boji — otpornost na koroziju plus opcije boja
- Tvrda anodizacija tipa III — otpornost na trošenje za klizne ili pokretne sklopove
- Poliranje — zrcalna ili satenska završna obrada za vidljive dijelove okrenute prema potrošaču
Lijevani dijelovi, nasuprot tome, izravno nasljeđuju teksturu kalupa ili površine kalupa. Postizanje iste kvalitete površine na odljevku obično zahtijeva sekundarni prolaz strojne obrade samo na funkcionalnim površinama — što je upravo hibridni tijek rada spomenut ranije.

Gdje se aluminijski obrađeni dijelovi pojavljuju u stvarnim proizvodima
Primjene u nastavku odražavaju gdje prednosti tolerancije i čvrstoće strojne obrade zapravo opravdavaju višu cijenu po jedinici u usporedbi s lijevanjem.
Uobičajena područja primjene
- Robotski zglobovi i precizne faze gibanja koje zahtijevaju ponovljivo pozicioniranje
- Nosači za montažu optičkih i kamera gdje je tolerancija poravnanja kritična
- Zrakoplovne armature i strukturne spojnice pod opterećenjem zamora
- Komponente poluvodičke opreme koje zahtijevaju vakuumske brtvene površine
- Kućišta medicinskih uređaja trebaju ponovljive površine bez kontaminacije
- Prilagođeni dijelovi automobilskog prototipa prije puštanja u rad kalupa za lijevanje
Uobičajeno je da se novi proizvod lansira s potpuno obrađenim dijelovima tijekom izrade prototipa i ranih proizvodnih ciklusa, a zatim prijeđe na lijevane gotove proizvode s laganom strojnom obradom nakon što obujam poraste dovoljno visoko da amortizira trošak alata - obrazac koji se dosljedno vidi u lancima opskrbe industrijske opreme i potrošačke elektronike.
Usporedba troškova: Ekonomija po jedinici strojne obrade u odnosu na lijevanje
Strojna obrada ne zahtijeva unaprijed troškove alata, ali cijena po jedinici ostaje relativno jednaka u cijelom volumenu budući da svaki dio i dalje troši isto strojno vrijeme. Za lijevanje je potrebno unaprijed uložiti kalup ili kalup, ali cijena po jedinici naglo pada nakon što se ta investicija rasporedi na tisuće jedinica.
Ponašanje bez rentabilnosti
Za tipičnu skupinu srednje složenosti, strojna obrada ima tendenciju ostati niža opcija ukupnog troška ispod otprilike 500–2000 jedinica, ovisno o složenosti dijela i vremenu ciklusa. Iznad tog volumena, tlačno lijevani aluminij s laganom strojnom obradom na kritičnim površinama obično postaje ekonomičniji, budući da se trošak kalupa amortizira, a vremena ciklusa po dijelu puno su kraća od punog CNC programa.
Iskorištenost materijala još je jedan čimbenik koji kupci zanemaruju: strojna obrada dijela od pune šipke može izostati 50% do 80% izvorne zalihe kao otpad , dok lijevanje gotovo neto oblikuje dio i stvara daleko manje otpada — iako se aluminijski otpad može lako reciklirati, tako da to više utječe na troškove nego na rezultate održivosti.
Provjere kontrole kvalitete koje bi kupci trebali zahtijevati
Prije prihvaćanja serije strojno obrađenih aluminijskih dijelova, kupac treba potvrditi da dobavljač provodi sljedeće provjere, budući da one izravno odražavaju jesu li navedene tolerancije stvarno postignute u radionici, a ne samo na crtežu.
- Prvo izvješće o pregledu artikla (FAI) s punim podacima o dimenzijama u usporedbi s crtežom
- CMM (koordinatni mjerni stroj) izvještava o značajkama kritične tolerancije
- Ispitivanje hrapavosti na funkcionalnim ili brtvenim površinama
- Certifikacija materijala sljediva do originalne serije mlina
- Anodizacija ili provjera debljine premaza gdje je specificirana obrada površine
Traženje ovih dokumenata unaprijed, prije prve proizvodnje, a ne nakon odbijene pošiljke, jedini je najučinkovitiji način da se izbjegnu sporovi oko dimenzija kasnije u odnosu.
Odlučivanje između strojno obrađenog i lijevanog aluminija za novi dio
Popis praktičnih odluka koji odražava kako iskusni kupci zapravo pristupaju novom broju dijela:
- Je li zahtjev za toleranciju nigdje na dijelu manji od ±0,1 mm? Lean strojno obrađen.
- Je li očekivani godišnji volumen ispod otprilike 2000 jedinica? Lean strojno obrađen.
- Ima li dio složene unutarnje šupljine čije bi glodanje bilo skupo? Lean lijevanje ili hibrid.
- Je li otpornost na zamor pod cikličkim opterećenjem pokretač dizajna? Sitna strojno obrađena legura.
- Je li dio još uvijek u fazi prototipa koja uvelike mijenja dizajn? Lagana strojna obrada, budući da nijedna matrica ne mora biti odbačena kada se dizajn promijeni.
To je upravo razlog zašto mnogi proizvođači naručuju male strojno obrađene serije tijekom razvoja i zaključavaju kalup za lijevanje aluminija tek nakon što se dizajn stabilizira kroz nekoliko revizijskih ciklusa.
Dizajniranje strojno obrađenih aluminijskih dijelova za niže troškove bez gubitka preciznosti
Troškovi strojne obrade mnogo su više uvjetovani odabirom dizajna nego što većina kupaca očekuje. Dva dijela s identičnom funkcijom mogu imati razliku u cijeni od 40% samo zato što je jedan nacrtan imajući na umu strojnu obradu, a drugi nije. Sljedeći principi projektiranja za proizvodnju (DFM) dosljedno smanjuju vrijeme ciklusa i stopu otpada na aluminijskim dijelovima.
Radijusi kutova umjesto oštrih unutarnjih kutova
Standardno čelno glodalo ne može izrezati istinski oštar unutarnji kut — ono uvijek ostavlja polumjer jednak polumjeru alata. Određivanjem malog unutarnjeg radijusa (obično 0,5 mm do 3 mm, ovisno o veličini dijela) koji odgovara standardnom alatu izbjegava se prilagođeni alat i ponovljene izmjene alata, što značajno skraćuje vrijeme ciklusa na dijelovima s mnogo džepova.
Debljina stijenke i progib
Tanke aluminijske stijenke ispod 1,5 mm mogu se savijati pod silom rezanja, stvarajući mrlje od klepetanja i pomicanje dimenzija, posebno kod 6061 i mekših oblika. Održavanje strukturalnih stijenki iznad otprilike 2 mm ili dodavanje privremene trake koja se uklanja u kasnijoj operaciji, održava dio dovoljno krutim da zadrži toleranciju kroz cijeli niz rezanja.
Omjeri dubine rupe i promjera
Standardno bušenje ostaje učinkovito do omjera dubine i promjera od oko 5:1. Osim toga, evakuacija strugotine postaje teška, deformacija alata se povećava, a ravnost trpi. Duboke, uske rupe iznad ovog omjera često zahtijevaju cikluse bušenja pištoljem ili peck-drillinga, a oba dodaju strojno vrijeme i troškove koje dizajner ponekad može izbjeći skraćivanjem rupe ili povećanjem njezina promjera.
Minimiziranje postavki
Svaki put kada se dio otkvači i ponovno učvrsti, ponovno se uvodi mala količina pozicione pogreške, a vrijeme stroja se gubi na ponovno pozicioniranje. Dizajniranje značajki tako da se što više može dosegnuti iz jedne orijentacije ili sa suprotnih strana kojima stroj s 4 ili 5 osi može pristupiti bez ručnog ponovnog učvršćivanja, drži pod kontrolom skup tolerancije i troškove.

Zahtjevi specifični za industriju koji guraju kupce prema strojnoj obradi
Različite industrije različito ponderiraju odluku o strojnoj obradi nasuprot lijevanju na temelju vlastitih regulatornih pritisaka i pritisaka na performanse.
Zrakoplovstvo i obrana
Uštede na težini izravno se prevode u kapacitet goriva ili nosivosti, tako da se nosači i spojevi u svemiru gotovo uvijek strojno izrađuju od kovanog materijala 7075 ili 2024, a ne od lijevanog materijala, budući da potpuno gusta zrnasta struktura daje predvidljiv vijek trajanja pod ponovljenim ciklusima opterećenja tijekom leta. Zahtjevi za sljedivost također daju prednost kovanom materijalu, budući da certifikati mlina slijede jednu kontinuiranu seriju, a ne bazen taline koji može miješati više toplina.
Poluvodička i vakuumska oprema
Vakuumske komore i komponente za rukovanje pločicama ne mogu tolerirati mikroporoznost koja je uobičajena u odljevcima, budući da zarobljeni džepovi plina mogu polako izlaziti plin unutar vakuumskog okruženja i kontaminirati procesnu komoru. Strojno obrađeni dijelovi 6061 ili 6082 s potpuno gustom strukturom standardni su izbor za ove brtvene površine.
Medicinski uređaji
Čistoća površine i ponovljivost dimenzija u svakoj jedinici u seriji važniji su od cijene sirovina u medicinskim primjenama. Strojno obrađeni dijelovi nude dosljedniju završnu obradu površine za anodizirana ili pasivizirana medicinska kućišta, a odsutnost unutarnjih šupljina smanjuje rizik od zarobljenih kontaminanata tijekom ciklusa čišćenja.
Automobilska izrada prototipova i proizvodnja male količine
Automobilski programi često naručuju prvih nekoliko stotina jedinica novog nosača ili kućišta kao strojno obrađene dijelove dok je razvoj kalupa za konačnu lijevanu verziju još u tijeku, što omogućuje nastavak testiranja vozila bez čekanja na višemjesečno vrijeme izrade alata.
Robotika i kontrola kretanja
Ponovljivo pozicioniranje u robotskim zglobovima i fazama linearnog gibanja ovisi o čvrstim, dosljednim tolerancijama u svakoj jedinici. Strojno obrađeni aluminij, koji se drži na ±0,01 mm do ±0,02 mm na kritičnim provrtima i montažnim površinama, daje inženjerima kontrole kretanja predvidljivu osnovnu liniju koju tolerancije lijevanog ne mogu mjeriti bez dodanog završnog prolaza.
Uobičajeni nedostaci u strojnoj obradi aluminija i kako ih ugledne trgovine sprječavaju
Razumijevanje što može poći po zlu pomaže kupcu da postavlja oštrija pitanja tijekom kvalifikacije dobavljača.
| kvar | Tipičan uzrok | Metoda prevencije |
|---|---|---|
| Oznake brbljanja | Nedovoljna krutost ili pogrešna brzina vretena | Optimizirani dodaci i brzine, dodana podrška za držanje |
| Dimenzionalni pomak kroz šaržu | Trošenje alata nije kompenzirano između dijelova | Sondiranje u procesu i planirano ažuriranje odstupanja alata |
| Neravnine na rubovima | Tup alat ili agresivni izlazni rezovi | Namjenski korak za skidanje ivica, skošeni rubovi |
| Promjena boje nakon eloksiranja | Nedosljedan sastav legure ili površinska kontaminacija | Certificirani mlinski materijal, temeljito čišćenje prije eloksiranja |
| Oštećenje niti | Istrošene nareznice ili netočna veličina pilot rupe | Planirana zamjena slavine, pregled navoja |
Kvalificiranje dobavljača strojne obrade: pitanja koja vrijedi postaviti prije prve narudžbe
Osim cijene i vremena isporuke, mali skup operativnih pitanja otkriva može li dobavljač dosljedno ispunjavati dopuštena odstupanja navedena u ponudi.
- Koje platforme strojeva izvode posao — 3-osne, 4-osne ili pune 5-osne simultane?
- Je li temperatura poda u radionici kontrolirana i do kojeg raspona?
- Koja CMM ili optička mjerna oprema se koristi za završnu inspekciju?
- Može li dobavljač dostaviti prva izvješća o pregledu proizvoda preslikana na oblačiće crteža?
- Koja je tipična stopa škarta ili prerade na usporedivim obiteljima dijelova?
- Vrše li se eloksiranje, galvaniziranje ili toplinska obrada unutar tvrtke ili vanjskih suradnika?
- Kako se održava sljedivost materijala od certifikata tvornice do gotovog dijela?
Dobavljač koji konkretno odgovori na ova pitanja, sa stvarnim brojevima, a ne općim uvjeravanjem, daleko je vjerojatnije da će se pridržavati dopuštenih odstupanja obećanih u ponudi nakon što proizvodnja stvarno počne.
Razmatranja učinkovitosti materijala i mogućnosti recikliranja
Aluminij je jedan od tehničkih metala koji se najviše mogu reciklirati u današnjoj proizvodnji, a to utječe i na ekonomičnost strojne obrade i lijevanja. Strugotine od strojne obrade, iako predstavljaju značajan materijalni gubitak od izvorne zalihe šipki, spremno se skupljaju i preprodaju kao čisti otpad, budući da nemaju premaze ili kontaminaciju osim ostataka tekućine za rezanje. Reciklirani aluminij zahtijeva samo djelić energije potrebne za proizvodnju primarnog aluminija iz boksitne rude, zbog čega većina strojarnica održava namjenske kante za odvajanje otpada po vrsti legure kako bi se očuvala vrijednost prikupljenih iverja u daljnjoj prodaji.
Otpad od lijevanja, uključujući vodilice, vrata i odbačene dijelove, slično je moguće reciklirati, iako razvrstavanje po legurama postaje važnije jer ljevaonice često miješaju više vrsta aluminija za različite poslove. Kupci usredotočeni na izvješćivanje o održivosti sve više traže od dobavljača dokumentirane stope recikliranja otpada kao dio procesa kvalifikacije, uz tradicionalnije podatke o toleranciji i troškovima.
Realnost vremena isporuke: Što očekivati u svakoj fazi proizvodnje
Očekivano vrijeme isporuke bitno se razlikuje između prve narudžbe prototipa i uspostavljene ponovljene proizvodnje.
| Pozornica | Tipično vrijeme isporuke | Glavni pokretač |
|---|---|---|
| Prvi prototip (1–5 jedinica) | 3–7 radnih dana | Programiranje i postavljanje učvršćenja |
| Mala serija (10-200 jedinica) | 1–3 tjedna | Kapacitet stroja i završni koraci |
| Ponovite proizvodnju | 1–2 tjedna | Dostupnost materijala, položaj u redu |
| Nova kalupa za lijevanje aluminija | 8-16 tjedana | Dizajn matrice, izrada, probne snimke |
Taj vremenski razmak glavni je razlog zašto strojna obrada ostaje zadani izbor tijekom ranog razvoja proizvoda, čak i za dijelove koji će na kraju prijeći na aluminijski odljevak kada količine opravdaju investiciju u kalup i dodatna dva do četiri mjeseca vremena izrade alata.
Često postavljana pitanja
Je li CNC strojno obrađeni aluminij jači od lijevanog?
Općenito da. Kovani aluminij koji se koristi za strojnu obradu ima kontinuiranu, usmjerenu strukturu zrna od valjanja ili ekstruzije, dok lijevani aluminij može sadržavati mikroskopsku poroznost koja djeluje kao točka koncentracije naprezanja. Za dijelove pod cikličkim ili zamornim opterećenjem, strojno obrađene kovane legure obično nadmašuju lijevane ekvivalente osim ako je odljevak toplinski obrađen i vruće izostatski prešan kako bi se zatvorila poroznost.
Koliko košta strojna obrada aluminija u usporedbi s lijevanjem?
Strojna obrada nema trošak alata, ali relativno jednaku cijenu po jedinici u cijelom volumenu. Lijevanje zahtijeva ulaganje u kalup (obično peteroznamenkasta do šestoznamenkasta cijena, ovisno o veličini i složenosti dijela), ali cijena po jedinici značajno pada pri većim količinama. Točka križanja je obično između 500 i 2000 jedinica za dijelove srednje složenosti, iako to varira ovisno o geometriji.
Koju toleranciju CNC stroj zapravo može držati na aluminiju?
Standardna 3-osna obrada na 6061 aluminiju pouzdano drži ±0,05 mm u uobičajenim veličinama značajki. Vrhunska oprema s 5 osi uz strogu kontrolu okoline i sondiranje u procesu može postići ±0,01 mm na kritičnim dimenzijama, što je razina potrebna za precizne provrte ležajeva i brtvene površine.
Može li jedan dio kombinirati i lijevanje i strojnu obradu?
Da, i ovo je vrlo čest pristup u proizvodnji srednjeg do velikog volumena. Grubi oblik se lijeva kako bi se kontrolirali troškovi materijala i vrijeme ciklusa, a zatim CNC stroj dovršava samo kritične značajke - površine za montiranje, provrte, rupe s navojem - gdje tolerancija lijevanog nije dovoljna.
Koji strojevi od aluminijske legure rade najbrže uz najmanje trošenje alata?
6061 i 5052 općenito se smatraju legurama koje je najlakše obraditi, nudeći dobru ravnotežu formiranja strugotine, završne obrade površine i vijeka trajanja alata. 7075 i 2024 nude veću čvrstoću, ali stvaraju više topline i abrazivnog trošenja tijekom rezanja, obično zahtijevaju sporije brzine napredovanja i alate od tvrdog metala s premazom za održavanje vijeka alata.
Mijenja li eloksiranje dimenzije strojno obrađenog aluminijskog dijela?
Da, pomalo. Anodizacija dodaje oksidni sloj na površinu, a otprilike polovica te debljine sloja gradi se prema van od izvorne površine. Za značajke niske tolerancije, strojari to obično objašnjavaju strojnom obradom dijela malo premalih dimenzija prije eloksiranja kako bi konačna dimenzija premaza bila unutar specifikacije.
Zašto strojno obrađeni aluminijski dijelovi koštaju više po jedinici od lijevanih dijelova u velikoj količini?
Vrijeme obrade kreće se otprilike linearno s brojem dijelova, budući da svaka jedinica i dalje zahtijeva iste operacije rezanja bez obzira na to koliko ih je napravljeno prije nje. Lijevanje unaprijed učitava svoj trošak u matricu, tako da nakon što se ta investicija amortizira kroz veliku seriju, granični trošak po dijelu pada daleko ispod onoga što se strojnom obradom može postići pri istom volumenu.
Mogu li se strojno obrađeni aluminijski dijelovi zavarivati?
Da, većina kovanih legura koje se koriste za strojnu obradu, uključujući 6061 i 5052, lako se mogu zavarivati korištenjem TIG ili MIG procesa. 7075 i 2024 je teže zavariti bez značajnog gubitka čvrstoće u zoni pod utjecajem topline, tako da konstrukcije koje zahtijevaju zavarene spojeve u primjenama visoke čvrstoće često umjesto njih navode 6061 ili sličnu zavarljivu leguru.
Koja je minimalna količina narudžbe za CNC strojno obrađene aluminijske dijelove?
Većina radionica za strojeve prihvaća narudžbe počevši od jedne jedinice prototipa, budući da osim programiranja i učvršćivanja nije potrebno ulaganje u alate. Ovo je jedna od najjasnijih praktičnih prednosti koje strojna obrada ima u odnosu na lijevanje, gdje je minimalna količina narudžbe često vođena potrebom da se opravda trošak kalupa, a ne bilo kojim tehničkim minimumom.
Kako veličina dijela utječe na sposobnost tolerancije strojne obrade?
Veće dijelove općenito je teže držati pod istom čvrstom tolerancijom kao male dijelove, budući da toplinsko širenje, ravnost stola stroja i krutost učvršćenja postaju značajniji tijekom duljeg raspona. Preciznu značajku na dijelu od 50 mm lakše je držati na ±0,01 mm nego istu značajku na dijelu od 500 mm, gdje toplinska i mehanička varijacija na većoj površini prirodno proširuje dosegljivi raspon tolerancije.








