Dvije osnovne metode lijevanja pod pritiskom: vruća komora i hladna komora
Dvije osnovne metode tlačnog lijevanja su tlačni lijev u vrućoj komori i tlačni lijev u hladnoj komori . Ova dva procesa dijele isti temeljni cilj - tjeranje rastaljenog metala u kalup od kaljenog čelika pod visokim pritiskom kako bi se proizveli precizni, ponovljivi dijelovi - ali se značajno razlikuju u načinu na koji se metal topi, kako se njime rukuje i kako se ubrizgava. Odabir pogrešne metode za vašu leguru ili geometriju dijela može rezultirati lošim punjenjem, prekomjernom poroznošću, preranim trošenjem kalupa i skupim stopama otpada. Razumijevanje onoga što razdvaja ove dvije metode početna je točka za svaku ozbiljnu odluku o lijevanju pod pritiskom.
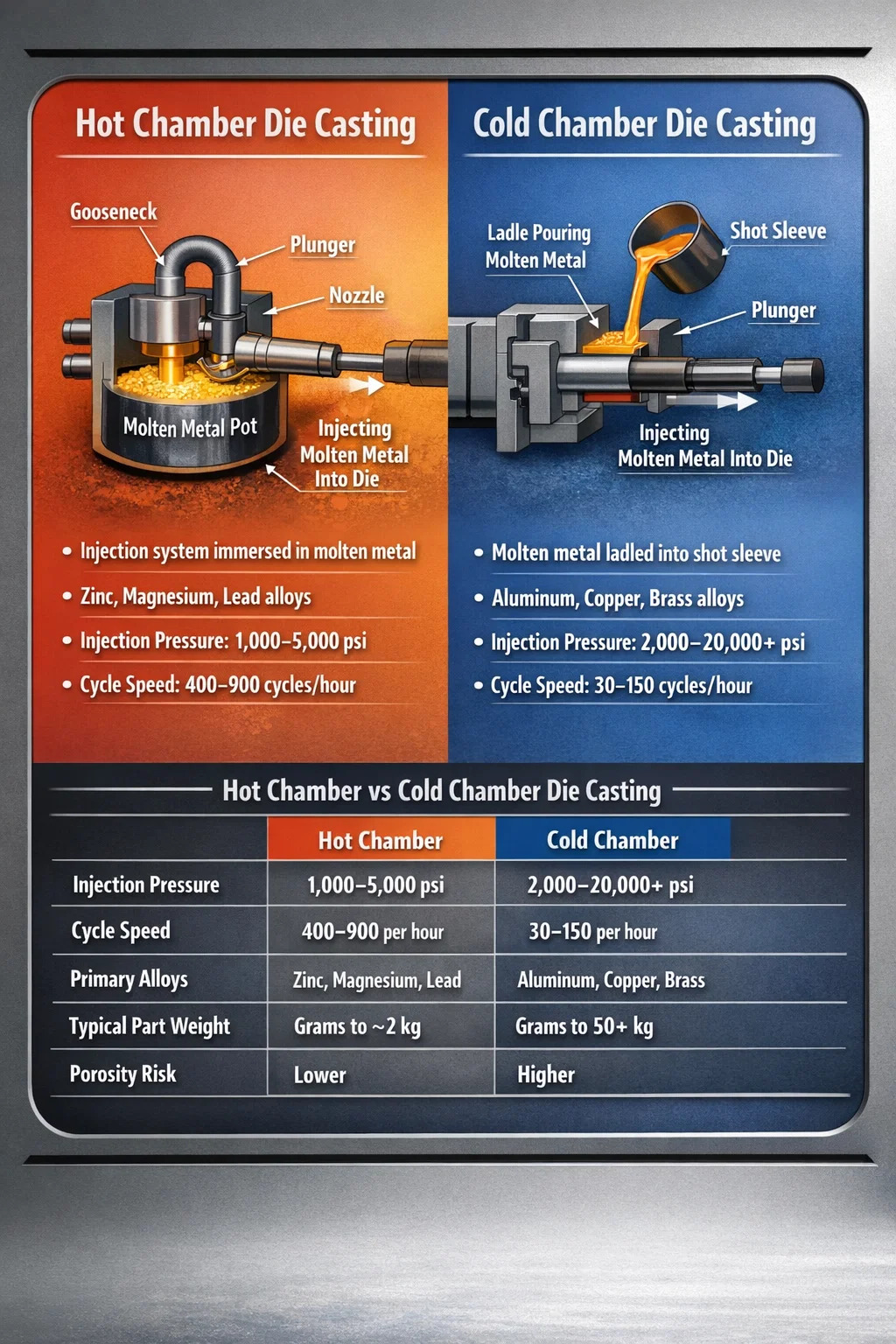
U vrućoj komori tlačni lijev , mehanizam za ubrizgavanje je uronjen izravno u kupku rastaljenog metala. Stroj automatski uvlači metal u cilindar i ubrizgava ga u matricu u kontinuiranom, brzom ciklusu. Kod tlačnog lijevanja u hladnoj komori, metal se topi u zasebnoj peći, a zatim se ulijeva — ručno ili automatski — u čahuru prije svakog ciklusa ubrizgavanja. Svaka metoda ima specifične legure s kojima se dobro nosi, specifične raspone tlaka unutar kojih radi i specifične količine proizvodnje gdje ima ekonomskog smisla.
Lijevanje pod pritiskom u vrućoj komori: Kako funkcionira proces
Lijevanje pod pritiskom u vrućoj komori — ponekad se naziva i lijevanje na guščiji vrat — sustav za ubrizgavanje drži trajno uronjen u posudu rastaljenog metala. Osnovne komponente su metalni kanal u obliku guščjeg vrata, klip i mlaznica koja se postavlja izravno na matricu. Kada se klip uvuče, rastaljeni metal teče kroz otvor u guščiji vrat. Kada klip napreduje, on zatvara otvor i tjera metal kroz mlaznicu u šupljinu matrice pod pritiscima koji se obično kreću od 1000 do 5000 psi (7 do 35 MPa) .
Budući da metal nikada ne napušta grijani sustav između hitaca, ciklus je iznimno brz. Strojevi s vrućim komorama rutinski postižu 400 do 900 ciklusa na sat za male dijelove, što ih čini prikladnima za proizvodnju velikih količina komponenti poput električnih konektora, kućišta rasplinjača, brava i dijelova za igračke. Ukidanje zasebnog koraka lijevanja smanjuje i vrijeme ciklusa i rizik od temperaturnih varijacija između doza.
Legure kompatibilne s lijevanjem u vrućoj komori
Lijevanje pod pritiskom u vrućoj komori ograničeno je na legure niskog tališta koje ne napadaju niti otapaju željezne i čelične komponente sustava ubrizgavanja. Najčešći materijali su:
- Legure cinka (Zamak 2, 3, 5, 7) — daleko najčešće korištene, s talištem oko 380–420 °C
- Magnezijeve legure (AZ91D, AM60) — sve se više koriste u sustavima vrućih komora sa posebnim dizajnom strojeva
- Legure olova i kositra — koriste se u specijaliziranim primjenama male količine
Aluminij, bakar i mesing ne mogu se obrađivati u strojevima s vrućom komorom. Njihove više temperature taljenja - aluminij se tali oko 660°C, mjed oko 900°C - brzo bi otopile komponente na bazi željeza gusjeg vrata i klipa, uništavajući stroj i kontaminirajući talinu unutar nekoliko sati rada.
Tonaža stroja i veličina dijelova u operacijama s vrućom komorom
Strojevi s vrućim komorama općenito su dostupni u silama stezanja od ispod 5 tona do približno 900 tona , iako se većina rada u vrućim komorama obavlja na strojevima u rasponu od 5 do 400 tona. Težina dijelova za odljevke od cinka obično se kreće od nekoliko grama do oko 2 kg, iako su teži dijelovi mogući na većim strojevima. Tanke stijenke koje se mogu postići s cinkom - rutinski do 0,5 mm u preciznim alatima - čine lijevanje u vrućoj komori glavnim postupkom za minijaturizirane, detaljne komponente.
Tlačni lijev u hladnoj komori: Kako funkcionira proces
Tlačni lijev u hladnoj komori u potpunosti odvaja peć za taljenje od sustava ubrizgavanja. Metal se topi u vanjskoj peći za držanje, zatim se prenosi — ručnom kutlačom, automatskom kutlačom ili elektromagnetskom pumpom — u vodoravnu ili okomitu čahuru. Jednom kada je ispravan volumen metala u rukavcu, klip za ubrizgavanje napreduje i tjera metal u matricu pod pritiscima koji su znatno viši od pritiska opreme s vrućom komorom: obično 2.000 do 20.000 psi (14 do 140 MPa) , s nekim visokotlačnim operacijama koje prelaze taj raspon za tankostjejne aluminijske dijelove.
Odvajanje peći od stroja znači da komponente za ubrizgavanje nisu kontinuirano izložene rastaljenom metalu. Oni su izloženi samo tijekom kratkog trenutka pucnja, što dopušta upotrebu metala koji bi uništili sustav vruće komore. Kompromis je sporije vrijeme ciklusa - većina operacija u hladnim komorama radi na 30 do 150 hitaca na sat ovisno o težini dijela, debljini stjenke i leguri — i dodatnim procesnim koracima koji mogu dovesti do temperaturnih varijacija ako se ne kontroliraju pažljivo.
Legure koje se koriste u tlačnom lijevanju u hladnim komorama
Tlačno lijevanje u hladnoj komori obrađuje širok raspon legura s višim temperaturama taljenja, uključujući:
- Aluminijske legure (A380, A383, A360, ADC12) — dominantan materijal u radu u hladnim komorama, koristi se u automobilskoj, zrakoplovnoj i potrošačkoj elektronici
- Bakrene legure i mesing — koristi se za vodovodne komponente, električne priključke i brodsku opremu gdje su otpornost na koroziju i čvrstoća bitni
- Magnezijeve legure (AZ91D, AM50) — sve češći u hladnim komorama za velike konstrukcijske dijelove, iako se magnezij također može obraditi u sustavima vrućih komora
- Silicijski tombac i specijalne legure na bazi bakra — koristi se u preciznim aplikacijama u nišama
Aluminijska legura A380 najraširenija je legura za lijevanje pod pritiskom na svijetu, a gotovo sva se obrađuje u strojevima s hladnom komorom. Nudi izvrsnu kombinaciju livljivosti, mehaničke čvrstoće (vlačna čvrstoća od približno 317 MPa), otpornosti na koroziju i cijene, zbog čega dominira u automobilskom strukturnom lijevanju, hladnjaku i kućištima motora.
Tonaža stroja i mjerilo dijelova
Strojevi s hladnim komorama znatno su veći od opreme s vrućim komorama. Sile stezanja kreću se od oko 150 tona do 6000 tona ili više za mega-strojeve za lijevanje koji se sada koriste u automobilskim aplikacijama za gigacasting. Preša s hladnom komorom od 4000 tona koju koristi proizvođač automobila može proizvesti kompletan stražnji dio podvozja vozila — jedan aluminijski odljev koji zamjenjuje više od 70 utisnutih i zavarenih čeličnih dijelova — u jednom pokušaju. Tesla je popularizirao ovaj pristup svojom Giga Press tehnologijom, a pristup je od tada usvojilo više OEM-ova diljem svijeta.
Izravna usporedba: lijevanje pod pritiskom u vrućoj komori nasuprot hladnoj komori
Donja tablica sažima kritične razlike između dvije metode tlačnog lijevanja po parametrima koji su najvažniji u planiranju proizvodnje:
| Parametar | Topla komora | Hladna komora |
|---|---|---|
| Tlak ubrizgavanja | 1000–5000 psi | 2.000–20.000 psi |
| Brzina ciklusa | 400–900 ciklusa/sat | 30–150 ciklusa/sat |
| Primarne legure | Cink, magnezij, olovo | Aluminij, bakar, mesing, magnezij |
| Raspon tonaže stroja | 5–900 tona | 150–6.000 tona |
| Izlaganje metala temperaturi stroja | Kontinuirano | Samo po snimci |
| Tipična težina dijela | Grama do ~2 kg | Grama do 50 kg |
| Rizik od poroznosti | Niže (manje mogućnosti uvlačenja zraka) | Viši (zahtijeva pažljivu kontrolu profila udarca) |
| Trošak alata | Niža do umjerena | Umjereno do visoko |
Razmatranja dizajna matrice koja se razlikuju između dvije metode
Sama matrica — kalup od očvrslog H13 alatnog čelika u koji se rastopljeni metal gura — konceptualno je slična u oba procesa, ali se inženjerski zahtjevi razlikuju na temelju uključenih pritisaka i primijenjenih toplinskih opterećenja.
Dizajn vrata i sustavi vodilica
U vrućoj komori dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 do 50 m/s .
Matrice za aluminij u hladnim komorama zahtijevaju pažljivu geometriju klizača kako bi se upravljalo višom viskoznošću aluminija pri temperaturi lijevanja i rizikom od preranog skrućivanja tijekom punjenja. Brzine vrata za aluminij obično ciljaju 40 do 60 m/s , a profil udarca — spora faza, brza faza i tlak pojačanja — moraju biti precizno programirani kako bi se izbjeglo turbulentno punjenje, koje je primarni pokretač poroznosti u aluminijskim odljevcima.
Upravljanje toplinom i vijek trajanja
Obje vrste matrica oslanjaju se na unutarnje kanale za hlađenje vodom ili uljem za upravljanje toplinom, ali aluminijske matrice u hladnim komorama suočavaju se s većim toplinskim šokom zbog veće temperaturne razlike između taline aluminija (~680°C pri lijevanju) i temperature površine matrice (obično se održava na 180–260°C). Ovaj toplinski ciklus primarni je pokretač toplinske provjere — mreže finih površinskih pukotina koje na kraju degradiraju kvalitetu površine matrice. H13 matrice za aluminij u hladnoj komori obično imaju vijek trajanja od 100.000 do 300.000 udaraca , dok cinkovi kalupi u vrućoj komori mogu raditi do 1 milijun snimaka ili više prije nego zahtijeva značajnu preradu.
Poroznost: ključni izazov kvalitete u obje metode
Poroznost – šupljine unutar odljevka uzrokovane zarobljenim plinom ili skupljanjem – dominantna je briga kod tlačnog lijevanja bez obzira na to koja se metoda koristi, ali njezini uzroci i rješenja razlikuju se između procesa u vrućoj i hladnoj komori.
U vrućoj komori die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Kod tlačnog lijevanja u hladnoj komori, otvorena čahura je glavni izvor uvlačenja zraka. Kako klip napreduje, mora gurnuti ispred metala komadić zraka koji se nalazi u rukavcu. Ispravna brzina sporog udarca — tipično 0,1 do 0,5 m/s tijekom prve faze — omogućuje val metala da se formira i gura zrak naprijed do preljevnih otvora i otvora prije nego što počne brzo ubrizgavanje. Pogrešna točka prijelaza čak i za nekoliko milimetara hoda klipa može rezultirati 10 do 20% višim razinama poroznosti u gotovom dijelu. Vakuumski potpomognuto lijevanje pod pritiskom, koje prazni šupljinu kalupa i čahuru prije ubrizgavanja, može smanjiti poroznost u aluminijskim dijelovima hladne komore na razine koje omogućuju toplinsku obradu i strukturalno zavarivanje — mogućnosti koje nisu moguće s konvencionalno lijevanim aluminijskim odljevcima pod pritiskom.
Kada odabrati lijevanje pod pritiskom u vrućoj komori
Lijevanje pod pritiskom u vrućoj komori pravi je izbor kada su ispunjeni sljedeći uvjeti:
- Materijal dijela je cink, magnezij ili neka druga legura niske točke taljenja kompatibilna sa sustavom gooseneck
- Obujmi proizvodnje su visoki — općenito iznad 50 000 do 100 000 dijelova godišnje kako bi se opravdalo ulaganje u alate
- Težina dijela je relativno mala, obično ispod 1 do 2 kg za cink
- Preciznost dimenzija je kritična — lijevanje cinka pod pritiskom rutinski postiže tolerancije od ±0,05 mm na kritičnim značajkama bez sekundarne strojne obrade
- Potrebni su tanki zidovi — cink se može lijevati do debljine stijenke ispod 0,5 mm u optimiziranom alatu
- Kvaliteta završne obrade površine je prioritet — odljevci od cinka imaju izvrsnu lijevanu površinu prikladnu za izravno oblaganje ili bojanje bez opsežne pripreme
Uobičajene industrije koje koriste lijevanje pod pritiskom u vrućoj komori uključuju potrošačku elektroniku (konektori, nosači, šarke), automobilsku industriju (tijela brava, komponente sustava goriva, kućišta senzora), hardver (kvake za vrata, okovi za namještaj) te igračke i novitete.
Kada odabrati lijevanje pod pritiskom u hladnoj komori
Lijevanje pod pritiskom u hladnoj komori je odgovarajući postupak kada:
- Legura je aluminij, bakar, mjed ili materijal s visokim talištem nekompatibilan s opremom vruće komore
- Veličina i težina dijelova premašuju praktična ograničenja opreme za vruće komore
- Potrebna je strukturna izvedba — aluminijski odljevci pod pritiskom nude omjere čvrstoće i težine znatno bolje od cinka za nosive primjene
- Potrebna je otpornost na koroziju u teškim okruženjima — sloj prirodnog oksida aluminija pruža zaštitu s kojom se legure cinka u nekim okruženjima ne mogu mjeriti bez premaza
- Primjena je u automobilskim pogonskim sklopovima, nosačima za zrakoplovstvo ili industrijskoj opremi gdje kombinacija male težine i strukturalnog integriteta opravdava višu cijenu alata i stroja
Glavne primjene tlačnog lijevanja u hladnim komorama uključuju kućišta automobilskih mjenjača, blokove motora, kućišta baterija električnih vozila, šasije računalnih poslužitelja, tijela hidrauličkih ventila i komponente brodskih izvanbrodskih motora. Samo globalno tržište aluminijskog tlačnog lijevanja procijenjeno je na preko 50 milijardi dolara u 2023 , odražavajući dominaciju lijevanja aluminija u hladnim komorama u modernoj proizvodnji.
Struktura troškova: alati, strojno vrijeme i ekonomija po dijelovima
Ekonomika tlačnog lijevanja uvelike ovisi o tome koja se metoda koristi, jer dva procesa imaju vrlo različite profile troškova.
Troškovi alata
Alati za tlačno lijevanje su skupi bez obzira na metodu, jer matrice moraju izdržati milijune ciklusa pritiska u abrazivnom, toplinski zahtjevnom okruženju. Matrice od cinka u vrućoj komori za umjereno složene dijelove obično koštaju između 15.000 i 80.000 dolara . Aluminijske matrice s hladnom komorom za usporedivu složenost koštaju više - često 30.000 USD do 150.000 USD ili više — jer viši tlakovi ubrizgavanja zahtijevaju robusniju konstrukciju matrice i složeniji inženjering kruga hlađenja. Velike konstrukcijske matrice u hladnim komorama za automobilsku primjenu mogu raditi do 500.000 dolara ili više .
Trošak po dijelu i obujam rentabilnosti
Budući da lijevanje pod pritiskom ima visoke fiksne troškove (alat, podešavanje) i relativno niske varijabilne troškove po dijelu (metal, strojno vrijeme, rad), obje su metode najekonomičnije pri velikim količinama. Točka rentabilnosti — gdje lijevanje pod pritiskom postaje jeftinije od alternativa kao što su lijevanje u pijesak, livenje po modelu ili strojna obrada iz gredica — varira ovisno o složenosti dijela, ali općenito se postiže negdje između 10.000 i 50.000 dijelova za vruću komoru cink i 20 000 i 100 000 dijelova za aluminij u hladnim komorama, ovisno o veličini dijela i složenosti značajki.
Trošak materijala još je jedna razlika. Legura cinka (Zamak 3) košta otprilike 2,00–2,50 USD po kg po tipičnoj industrijskoj ugovornoj cijeni. Aluminijska legura A380 radi bliže 2,50–3,50 USD po kg , ali manja gustoća aluminija (2,7 g/cm³ naspram cinka 6,6 g/cm³) znači da za određeni volumen dijela, aluminijski odljev koristi daleko manje metala po težini, djelomično nadoknađujući razliku u cijeni.
Nove varijacije dvaju metoda lijevanja pod pritiskom
Dok vruća komora i hladna komora ostaju dvije temeljne metode lijevanja pod pritiskom, razvilo se nekoliko varijanti procesa kako bi se odgovorilo na specifična ograničenja svake od njih.
Lijevanje pod vakuumom
Primijenjeno na obje metode, ali posebno važno za aluminij u hladnim komorama, vakuumsko tlačno lijevanje prazni šupljinu kalupa i čahuru prije ubrizgavanja, smanjujući poroznost plina na razine koje omogućuju T5 i T6 toplinsku obradu. To čini strukturne aluminijske odljevke zavarljivima i prikladnima za sigurnosno kritične primjene kao što su automobilske konstrukcije i komponente ovjesa. Strojevi u hladnim komorama potpomognuti vakuumom povećavaju troškove i složenost, ali mogu smanjiti stope otpada za 30 do 50% u aplikacijama osjetljivim na poroznost.
Polučvrsto lijevanje pod pritiskom (Thixocasting i Rheocasting)
Postupci polučvrstog lijevanja metala — thixocasting i reocasting — ubrizgavaju metal u polukrutom stanju nalik kaši, a ne u potpuno rastaljenom stanju. To dramatično smanjuje poroznost jer metal ne prenosi otopljeni plin na isti način kao potpuno tekući metal, a neturbulentni uzorak punjenja zadržava daleko manje zraka. Polučvrsti procesi izgrađeni su oko platformi strojeva s hladnom komorom, ali koriste modificirane profile sačme i specijaliziranu pripremu gredica. Rezultat su odljevci s mehaničkim svojstvima koja se približavaju onima kovanih dijelova. Dijelovi od Rheocast aluminija A356 postižu vlačnu čvrstoću iznad 310 MPa s istezanjem od 10% ili više — znatno bolji od konvencionalnih A380 odljevaka u hladnoj komori.
Squeeze Casting
Lijevanje pod pritiskom — ponekad klasificirano kao treća kategorija lijevanja pod pritiskom — kombinira principe lijevanja pod pritiskom i kovanja. Metal se ulijeva u otvorenu matricu, a zatim se probijačem vrši pritisak 50 do 150 MPa kako se metal skrućuje, potpuno eliminirajući poroznost skupljanja. Proces koristi platforme strojeva u hladnim komorama i proizvodi dijelove s gotovo nultom poroznošću i izvrsnim mehaničkim svojstvima, ali je sporiji i skuplji od konvencionalnog lijevanja u hladnim komorama. Koristi se za zrakoplovne komponente, automobilske kočione čeljusti i druge aplikacije s visokim stresom.
Kako odabrati pravu metodu tlačnog lijevanja za svoj dio
Odabir ispravnog procesa tlačnog lijevanja počinje s legurom, jer se oko legure u većini dizajna ne može pregovarati. Ako inženjerski zahtjevi zahtijevaju aluminij - za težinu, čvrstoću ili toplinsku izvedbu - hladna komora je jedina praktična opcija u tlačnom lijevanju. Ako je cink prihvatljiv ili mu se daje prednost zbog svoje preciznosti, mogućnosti izrade tankih stijenki i kompatibilnosti s oplatama, vruća komora postaje brži i jeftiniji put.
Nakon odabira legure, sljedeća pitanja pomažu suziti odluku:
- Koliki je godišnji volumen? Obje metode zahtijevaju volumen da bi bile ekonomične, ali aluminij u hladnim komorama zahtijeva više volumena kako bi nadoknadio veće troškove alata.
- Kolika je težina dijela i predviđena težina udarca? Dijelovi preko 2 kg u cinku su neobični; dijelovi preko 5 kg u aluminiju mogu zahtijevati vrlo velike strojeve s hladnom komorom.
- Jesu li prisutne značajke osjetljive na poroznost? Tlačno nepropusni hidraulički prolazi ili strukturni čvorovi koji će biti zavareni zahtijevaju vakuumsku hladnu komoru ili obradu u polučvrstom stanju.
- Koja je završna obrada površine potrebna? Odljevci s toplom komorom cinka izravno prihvaćaju galvanizaciju; aluminijski odljevci u hladnim komorama obično su obloženi prahom, eloksirani ili ostavljeni goli.
- Što je radno okruženje? Povišene temperature iznad 150°C diskvalificiraju legure cinka zbog gubitka čvrstoće; aluminij se dobro ponaša do 200–250°C, ovisno o leguri.
Razrada ovih pitanja s ljevaonicom za tlačni lijev tijekom faze projektiranja — prije nego što se alati predaju — najpouzdaniji je način da dođete do pravog procesa za svoju primjenu. Pregled dizajna za proizvodnju (DFM) od strane iskusnog inženjera za tlačno lijevanje može identificirati kutove naprezanja, prijelaze debljine stijenke i položaje rastavnih linija koji utječu na to koji će tip stroja i metoda ubrizgavanja dati najnižu stopu otpada i najdulji životni vijek kalupa za vašu specifičnu geometriju dijela.