Dom / Vijesti / Vijesti o industriji / Zašto je lijevanje u pijesak bolje od lijevanja pod pritiskom za mnoge primjene
Kratak odgovor: lijevanje u pijesku pobjeđuje u pogledu troškova, fleksibilnosti i razmjera
Ako birate između lijevanja u pijesak i lijevanja pod pritiskom, odluka se svodi na ono što vam je zapravo potrebno. Lijevanje u pijesak bolje je od lijevanja pod pritiskom kada su proračuni za alate ograničeni, kada su dijelovi veliki ili geometrijski složeni, kada su uključene niske do srednje količine proizvodnje ili kada se moraju koristiti željezni metali poput čelika i željeza. Tlačni lijev ističe se u proizvodnji velikih količina malih aluminijskih ili cinčanih dijelova s tankim stijenkama gdje su završna obrada površine i dosljednost dimenzija kritični. Ali za širok raspon industrijskih, inženjerskih i prototipskih primjena, lijevanje u pijesak ostaje praktičniji i ekonomičniji izbor.
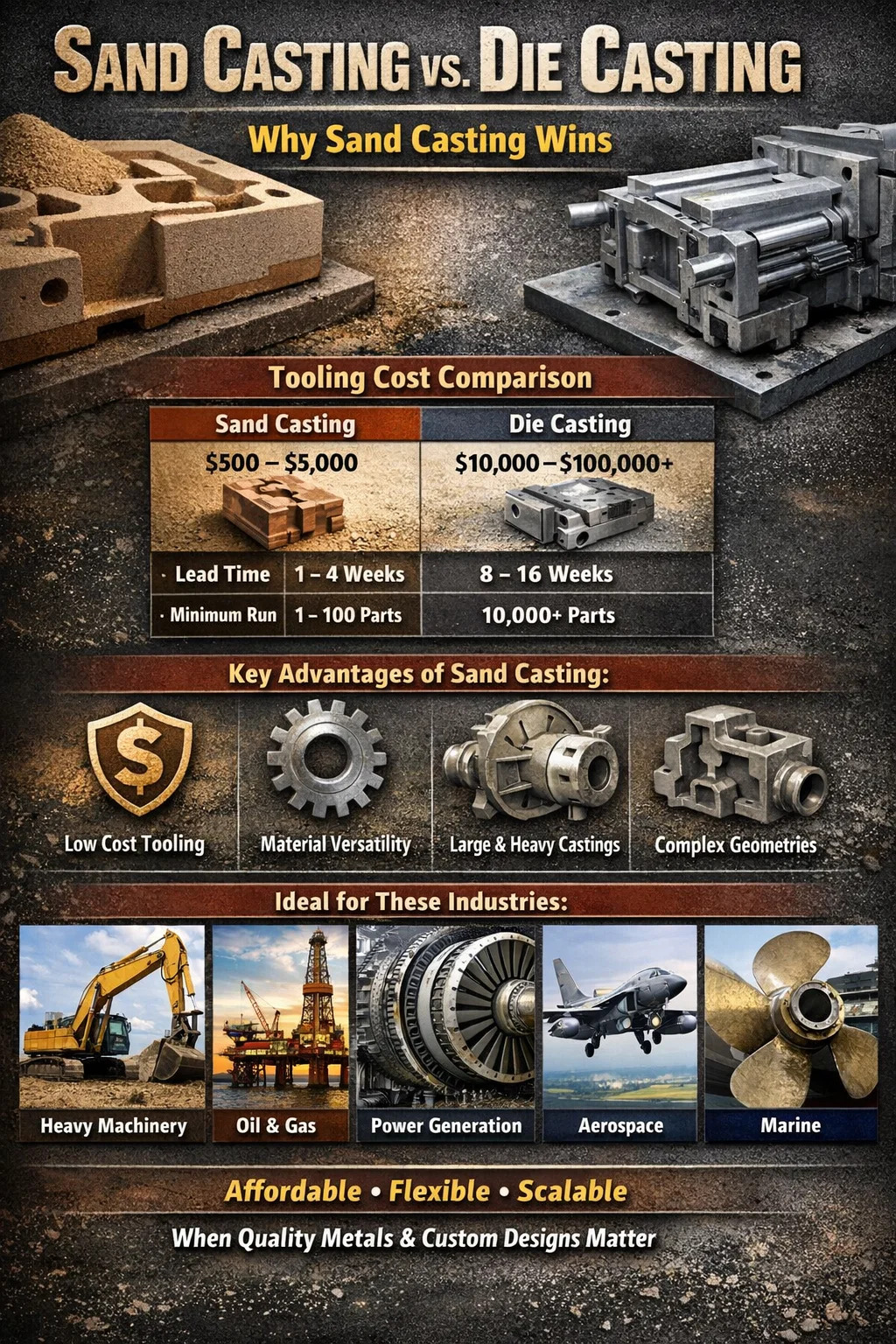
Temeljna razlika leži u alatu. Kalup za lijevanje pod pritiskom može koštati bilo gdje 10.000 do preko 100.000 dolara , dok uzorak lijevanja u pijesak obično košta između 500 i 5000 dolara . Za sve osim masovne proizvodnje u stotinama tisuća, sama ta praznina čini lijevanje u pijesku pametnijom financijskom odlukom.
Trošak alata: gdje lijevanje u pijesku ima odlučujuću prednost u odnosu na lijevanje pod pritiskom
Lijevanje pod pritiskom zahtijeva kalupe od kaljenog čelika koji moraju izdržati tisuće ciklusa ubrizgavanja pod ekstremnim pritiskom—često između 1500 i 25000 psi. Proizvodnja ovih matrica zahtijeva preciznu strojnu obradu, toplinsku obradu i opsežnu provjeru kvalitete. Vrijeme isporuke za kalup za lijevanje pod pritiskom je obično 8 do 16 tjedana , a nakon što je napravljen, modifikacije su skupe ili nemoguće bez odbacivanja cijelog alata.
Uzorci za lijevanje u pijesku, nasuprot tome, izrađuju se od drva, smole ili aluminija. Daleko su jednostavniji za proizvodnju, lakši za modificiranje i dramatično jeftiniji. Ako je nakon početne proizvodnje potrebna promjena dizajna, obrazac za lijevanje u pijesku može se preraditi ili ponovno izgraditi uz djelić cijene izmjene kalupa za lijevanje pod pritiskom.
Za razvoj prototipa i iterativno inženjerstvo, ova razlika je transformativna. Proizvodni tim koji razvija kućište industrijske pumpe ili prilagođeni nosač može testirati tri ili četiri iteracije dizajna u lijevanju u pijesku po istoj cijeni kao jedna matrica za lijevanje pod pritiskom. Ovo ubrzava vremenske rokove razvoja proizvoda i smanjuje financijski rizik u ranim fazama projekta.
| Faktor | Lijevanje u pijesak | Lijevanje pod pritiskom |
|---|---|---|
| Tipični trošak alata | 500 – 5000 dolara | 10.000 – 100.000 USD |
| Vrijeme izrade alata | 1 – 4 tjedna | 8 – 16 tjedana |
| Trošak izmjene dizajna | Niska | Vrlo visoko |
| Minimalno održivo trčanje | 1 – 100 dijelova | 10 000 dijelova |
Svestranost materijala: lijevanje u pijesak radi s metalima Lijevanje pod pritiskom Ne mogu rukovati
Ovo je jedno od najznačajnijih tehničkih ograničenja tlačnog lijevanja koje se često zanemaruje. Lijevanje pod pritiskom uglavnom je ograničeno na obojene metale s relativno niskim talištem—prvenstveno na aluminij (talište ~1220°F / 660°C), cink (~787°F / 419°C) i magnezij (~1202°F / 650°C). Razlog je jednostavan: ekstremne temperature potrebne za taljenje željeznih metala uništile bi čelične matrice u kratkom roku.
Lijevanje u pijesak nema takva ograničenja. Rutinski se koristi s:
- Sivo i nodularno željezo (talište ~2100°F / 1150°C)
- Ugljični čelik i nehrđajući čelik (~2500–2800°F / 1370–1538°C)
- Legure bakra i mjedi (~1750–1980°F / 955–1082°C)
- Legure nikla i superlegure koje se koriste u zrakoplovstvu i energetici
- Aluminij i aluminijske legure (kompatibilno s oba procesa)
Za industrije koje ovise o željeznim ili čeličnim komponentama - kao što su teški strojevi, građevinska oprema, poljoprivredni strojevi i pomorsko inženjerstvo - lijevanje u pijesak nije samo prednost. To je jedina održiva opcija lijevanja. Uzmite u obzir to sivo željezo čini otprilike 70% svih odljevaka proizvedenih u svijetu , a gotovo sav taj volumen napravljen je lijevanjem u pijesku. Sama ta statistika pokazuje gdje proces doista dominira.
Nodularno željezo posebno nudi kombinaciju vlačne čvrstoće, rastegljivosti i obradivosti što ga čini preferiranim materijalom za zupčanike, radilice, hidrauličke komponente i strukturne dijelove. Nijedna od ovih aplikacija nije dostupna putem tlačnog lijevanja. Lijevanje u pijesku je pristup cijelom rasponu inženjerskih metala, a ne samo podskupu koji se uklapa u toplinska ograničenja lijevanja pod pritiskom.
Veličina i težina dijelova: Vage za lijevanje u pijesku gdje lijevanje pod pritiskom ne može
Strojevi za tlačno lijevanje su snažni, ali su fizički ograničeni. Čak i najveći visokotlačni strojevi za lijevanje pod pritiskom koji se koriste u komercijalne svrhe postižu vrhunske rezultate u proizvodnji dijelova teških otprilike 50 do 75 funti (22 do 34 kg) . Sama matrica mora odgovarati veličini ploče stroja, a uključeni pritisci ubrizgavanja čine vrlo velike dijelove strukturno nepraktičnima.
Lijevanje u pijesku nije ograničeno gotovo ničim u smislu veličine ili težine. Blokovi motora, kućišta turbina, kućišta pumpi, brodski propeleri i tijela industrijskih ventila redovito se lijevaju pijeskom. Vaganje dijelova nekoliko tona nisu neuobičajeni u sektorima kao što su proizvodnja električne energije, rudarstvo te nafta i plin u moru. Pojedinačna komponenta od lijevanog željeza za veliki dizel motor može težiti 500 funti ili više—potpuno izvan raspona bilo kojeg procesa lijevanja pod pritiskom.
Ova skalabilnost znači da za inženjere koji rade na velikoj kapitalnoj opremi ili strukturnim komponentama, lijevanje u pijesak nije izabrano kao kompromis nego lijevanje pod pritiskom - to je jedini proces koji može fizički proizvesti ono što je potrebno. Kalup se jednostavno iznova gradi od pijeska svaki put, tako da nema ograničenja ploče stroja, nema ograničenja kapaciteta kalupa i nema gornje granice tlaka ubrizgavanja koju treba zaobići.
Geometrijska složenost i unutarnje značajke: lijevanje u pijesak nudi više slobode dizajna
Lijevanje pod pritiskom koristi krute metalne matrice koje se moraju otvarati i zatvarati u ravnoj liniji, što znači da svaka značajka dijela mora biti usmjerena kako bi se omogućilo odvajanje matrice bez potkopavanja alata. Složeni unutarnji prolazi, duboke šupljine i udubljenja su ili nemogući ili zahtijevaju skupe mehanizme bočnog djelovanja koji značajno troše matricu.
Za lijevanje u pijesak koriste se potrošni kalupi i jezgre. Jezgra je zaseban oblik pijeska koji se nalazi unutar šupljine kalupa kako bi se stvorile unutarnje praznine—šuplje komore, prolazi, kanali i složene unutarnje geometrije koje bi bile fizički nemoguće u krutom kalupu. Ova sposobnost je razlog zašto se lijevanje u pijesku koristi za blokove motora s vodenim plaštom, razvodnike s unutarnjim prolazima protoka i tijela ventila s više unutarnjih kanala.
Što dopuštaju jezgre u lijevanju u pijesak
- Unutarnji rashladni prolazi u komponentama motora i turbine
- Šuplji strukturni dijelovi koji smanjuju težinu bez žrtvovanja čvrstoće
- Složeni kanali za protok tekućine u kućištima pumpe i ventila
- Podrezane geometrije koje bi zaključale dio unutar krute matrice
- Više isprepletenih unutarnjih šupljina u jednom odljevku
Lijevanje pod pritiskom može proizvesti jezgre korištenjem topivih ili odvajajućih umetaka u nekim primjenama, ali to povećava troškove i složenost procesa koji brzo narušava prednosti učinkovitosti koje normalno nudi lijevanje pod pritiskom. Za dijelove kod kojih je unutarnja geometrija prioritet dizajna, lijevanje u pijesak je arhitektonski superiorno.
Zahtjevi za debljinu stijenke također se značajno razlikuju. Tlačnim lijevanjem mogu se proizvesti vrlo tanke stijenke—ponekad tanke kao 0,040 inča (1 mm) — što je izvrsno za lagane potrošačke ili automobilske dijelove. Ali također provodi zahtjeve jednolikosti kako bi se osiguralo da protok metala ispuni matricu. Lijevanje u pijesku tolerantnije je na različite debljine stijenki unutar jednog dijela, što daje dizajnerima veću slobodu pri stvaranju složenih struktura s debelim i tankim presjecima.
Opseg proizvodnje: zašto je lijevanje u pijesku bolje za male do srednje količine
Ekonomika tlačnog lijevanja temelji se na amortizaciji vrlo visokih fiksnih troškova alata za vrlo velik broj dijelova. Kada ta amortizacija funkcionira - kada proizvodite 50 000, 100 000 ili 500 000 identičnih dijelova - niska cijena po jedinici tlačnog lijevanja postaje uvjerljiva. Proces lijevanja pod pritiskom je brz: traje tipičan ciklus lijevanja aluminija pod pritiskom 30 i 60 sekundi , a strojevi mogu raditi uz minimalan rad u okruženjima visoke automatizacije.
Ali izvan tog opsežnog konteksta, matematika se okreće. Za kupca koji godišnje treba 500 prilagođenih kućišta razdjelnika, trošenje 50.000 USD na kalup za tlačno lijevanje znači da sam trošak alata dodaje 100 USD po dijelu prije nego što se rastali jedna funta aluminija. Isti dio u lijevanju u pijesak, s uzorkom od 3000 USD, dodaje samo 6 USD u cijeni alata po jedinici—razlika koja rijetko nestaje čak i kada se uračunaju sporiji ciklusi lijevanja u pijesak i veći utrošak rada po jedinici.
Zbog toga se proizvođači zrakoplovne, obrambene, naftne i plinske i prilagođene industrijske opreme uvelike oslanjaju na lijevanje u pijesku. Njihov obujam proizvodnje često se kreće od desetaka do nekoliko tisuća godišnje. U tim kontekstima, lijevanje u pijesak nije kompromis - to je jedini racionalan ekonomski izbor.
Volumen rentabilnosti između lijevanja u pijesak i lijevanja pod pritiskom
Prijelazna točka u kojoj lijevanje pod pritiskom postaje ekonomičnije od lijevanja u pijesak ovisi o složenosti dijela, veličini i materijalu. Kao opće mjerilo:
- Za male aluminijske dijelove ispod 2 lbs, tlačni lijev često postaje konkurentan iznad 10.000–20.000 dijelova godišnje
- Za srednje dijelove između 2–10 lbs, pokriće se pomiče na 25 000–75 000 dijelova godišnje
- Za velike ili složene dijelove, lijevanje u pijesak često ostaje isplativo pri bilo kojoj komercijalno razumnoj količini
Ovo su grube procjene, a stvarne točke pokrića treba uvijek izračunati za određenu primjenu. Ali oni ilustriraju da većina industrijskih primjena lijevanja – posebno u sektorima gdje su prilagodba, pouzdanost i performanse materijala važniji od cijene po jedinici – spada u zonu prednosti lijevanja u pijesku.
Poroznost i mehanička svojstva: Rješavanje slabosti tlačnog lijevanja
Jedan od nedostataka tlačnog lijevanja o kojem se najmanje raspravlja je problem poroznosti. Kada se rastaljeni metal ubrizgava u matricu pod visokim pritiskom, zrak može ostati zarobljen unutar dijela, stvarajući mikroskopske šupljine - poroznost - koja ugrožava strukturalni integritet. Odljevci pod visokim pritiskom često nisu prikladni za toplinsku obradu jer toplina uzrokuje širenje zarobljenih plinova, uzrokujući stvaranje mjehura ili izobličenje koje uništava dio.
Ovo je značajno inženjersko ograničenje. Mnoge aluminijske i magnezijeve legure razvijaju svoja puna mehanička svojstva tek nakon toplinske obrade u otopini i starenja (na primjer, T6 stanje). Ako sam proces lijevanja sprječava toplinsku obradu, završni dio radi s djelićem potencijalne čvrstoće i tvrdoće materijala. Vakuumsko tlačno lijevanje i tlačno lijevanje mogu smanjiti poroznost, ali to su vrhunski procesi koji povećavaju troškove i nisu univerzalno dostupni.
Lijevanje u pijesak, jer ispunjava kalup nižom brzinom pod gravitacijom ili niskim tlakom, proizvodi znatno manje zarobljenog plina. Dijelovi lijevani u pijesku obično se mogu toplinski obraditi bez problema, omogućujući postizanje svih svojstava legure. Za konstrukcijske primjene u zrakoplovnoj, automobilskoj ili teškoj opremi gdje su certificiranje materijala i mehanička svojstva kritični, ovo je odlučujuća prednost.
Osim toga, komponente od pješčanog lijevanog željeza—osobito nodularnog željeza—pokazuju izvrsnu obradivost, prigušivanje vibracija i otpornost na trošenje. To su svojstva koja su svojstvena materijalu i koja su u potpunosti dostupna kroz proces lijevanja u pijesak, bez ograničenja poroznosti koja ograničavaju primjenu lijevanja pod pritiskom.
Vrijeme isporuke za nove dijelove: lijevanjem u pijesku dobivate dijelove brže u ranim fazama
Kada je novi dio potreban brzo - bilo za procjenu prototipa, hitnu zamjenu ili pilot proizvodnju - prednost lijevanja u pijesak u vremenu je značajna. Budući da su obrasci za lijevanje u pijesak jednostavni i brzi za izradu, prvi odljevak se često može isporučiti 2 do 6 tjedana od finalizacije dizajna. Neke ljevaonice specijalizirane za brzo okretno lijevanje u pijesku mogu isporučiti prototip odljevaka u samo kratkom vremenu 5 do 10 radnih dana .
U usporedbi s tlačnim lijevanjem, gdje samo alatiranje traje od 8 do 16 tjedana prije nego što se izradi jedan proizvodni dio, prednost vremenskog rasporeda lijevanja u pijesku tijekom razvoja novog proizvoda je ogromna. Za tvrtke s agresivnim rasporedima pokretanja ili za situacije održavanja u kojima kritična komponenta treba brzu zamjenu, ova se razlika može izravno prevesti u smanjeni zastoj, brže vrijeme izlaska na tržište i niži programski rizik.
Ovo također čini lijevanje u pijesku standardnim izborom za zamjenske dijelove na zastarjelim strojevima ili naslijeđenoj opremi gdje nije ostao nikakav postojeći alat. Kada 30 godina stara industrijska preša treba zamjensko kućište od željeza koje je izvorno izradila tvrtka koja više ne postoji, lijevanje u pijesku omogućuje izradu novog uzorka iz inženjerskog crteža ili fizičkog uzorka i reproduciranje dijela po razumnoj cijeni. Ponovno stvaranje kalupa za lijevanje pod pritiskom za jedan zamjenski dio bilo bi ekonomski apsurdno.
Specifične industrije u kojima je lijevanje u pijesku bolje od lijevanja pod pritiskom
Razumijevanje koje se industrije oslanjaju na lijevanje u pijesak u odnosu na lijevanje pod pritiskom pomaže razjasniti gdje su koncentrirane prednosti u stvarnom svijetu. Ovi sektori dosljedno biraju lijevanje u pijesku jer su njihovi tehnički i komercijalni zahtjevi usklađeni s onim što proces najbolje čini.
Oprema za naftu i plin
Tijela ventila, kućišta pumpi, razdjelnici i komponente ušća bušotine zahtijevaju čelik ili nodularno željezo, moraju izdržati ekstremne pritiske i često se proizvode u malim količinama za specifične primjene. Lijevanje u pijesak pruža kompatibilnost materijala, sposobnost unutarnje geometrije i mehaničku cjelovitost koju zahtijevaju ove primjene. Ovdje se tlačni lijev ne može natjecati.
Rudarska i teška oprema
Čeljusti drobilice, zubi kante, habajuće ploče i strukturne komponente za rudarske strojeve izrađene su od manganskog čelika, kromiranog željeza i drugih tvrdih željeznih legura koje se ne mogu obraditi pod pritiskom. Dijelovi u ovom sektoru rutinski teže stotine funti—daleko iznad kapaciteta bilo kojeg stroja za tlačni lijev. Lijevanje u pijesku jedini je održiv način proizvodnje.
Proizvodnja električne energije
Kućišta turbina, kućišta impelera i krajnja zvona generatora izrađeni od nehrđajućeg čelika ili legura nikla za elektrane i industrijske turbine univerzalno su lijevani u pijesku. Kombinacija zahtjeva za materijalom, veličine dijelova i male godišnje proizvodnje čini lijevanje pod pritiskom ekonomski i tehnički nemogućim za ove primjene.
Izrada prototipa za zrakoplovstvo i obranu
Čak iu sektoru u kojem je preciznost najvažnija, lijevanje u pijesku široko se koristi za razvoj prototipa i strukturnih dijelova male količine. Sposobnost brzog ponavljanja, korištenja legura za zrakoplovstvo i proizvodnje dijelova koji se mogu u potpunosti toplinski obraditi i mehanički testirati čini lijevanje u pijesku standardnim alatom u programima lijevanja za zrakoplovstvo prije nego što se posveti skupljim proizvodnim procesima.
Pomorstvo i brodogradnja
Brodski propeleri, okviri kormila i konstrukcijske komponente za pomorska plovila često su ogromni i izrađeni od bronce otporne na koroziju, nikal-aluminijske bronce ili nehrđajućeg čelika. Lijevanje u pijesku jedini je postupak koji može zadovoljiti te zahtjeve i to je stoljećima standardna metoda za proizvodnju brodskih komponenti.
Kada je lijevanje pod pritiskom zapravo bolji izbor
Potpuni odgovor zahtijeva priznanje gdje lijevanje pod pritiskom uistinu pobjeđuje. Lijevanje pod pritiskom je superiornije od lijevanja u pijesak u tri dobro definirana scenarija:
- Velika proizvodnja malih dijelova od obojenih metala: Kada se proizvode stotine tisuća aluminijskih, cinkovih ili magnezijskih dijelova godišnje, ekonomičnost tlačnog lijevanja po jedinici je nenadmašna. Automobilske ručke na vratima, elektronička kućišta i kućišta malih kućanskih aparata klasični su primjeri.
- Površinska obrada i konzistentnost dimenzija: Tlačnim lijevanjem se proizvode dijelovi mrežastog ili gotovo neto oblika sa završnom obradom površine od 32-63 Ra mikroinča i dimenzijskim tolerancijama koje često ne zahtijevaju naknadnu strojnu obradu. Lijevanje u pijesak obično proizvodi grublje površine (125-500 Ra mikroinča) i zahtijeva više strojne obrade kako bi se postigla uska tolerancija.
- Tankostijene lake konstrukcije: Kada projekt zahtijeva stijenke ispod 3 mm kojima je još uvijek potrebna strukturalna cjelovitost, visokotlačno ubrizgavanje tlačnog lijevanja osigurava potpuno punjenje. Gravitacijski lijevani pijesak može imati problema s pouzdanim ispunjavanjem iznimno tankih dijelova.
Priznavanje ovih prednosti čini usporedbu poštenom. Lijevanje pod pritiskom nije inferioran proces - to je proces optimiziran za određeni skup uvjeta. Kada ti uvjeti nisu ispunjeni, lijevanje u pijesak je bolji odgovor u većini preostalih scenarija.
Razmatranja okoliša i rada
Lijevanje u pijesak ima često zanemarenu prednost održivosti: pijesak se može reciklirati. Moderne ljevaonice obnavljaju i ponovno koriste 90% ili više njihovog kalupnog pijeska kroz sustave toplinske ili mehaničke rekultivacije. Iako se kod lijevanja pod pritiskom ne koriste potrošni materijali za alate na isti način, energetski intenzitet održavanja strojeva za lijevanje pod pritiskom – velikih hidrauličkih preša, kalupa s kontroliranom temperaturom i sustava za ubrizgavanje pod visokim pritiskom – je znatan.
Stope otpada kod tlačnog lijevanja također su faktor. Budući da metal ubrizgan u matricu također ispunjava kanale, preljeve i kekse (metalni disk iz čahure), stope otpada od lijevanja pod pritiskom mogu se 20–40% ukupnog utrošenog metala na tipičnom dijelu, iako se velik dio toga može reciklirati. Stope otpada od lijevanja u pijesku, posebno za željezo, često su niže u apsolutnom smislu po jedinici isporučenog metala kada su veličine dijelova velike.
Iz perspektive operativnog otiska, ljevaonice za odlijevanje u pijesku dostupne su na više geografskih lokacija u svijetu. Lijevanje pod pritiskom zahtijeva precizne alatne strojeve za proizvodnju pod pritiskom i velike strojeve za lijevanje koji predstavljaju značajna kapitalna ulaganja. Za proizvođače na tržištima u razvoju ili za nabavu u regionalnom opskrbnom lancu, kapacitet ljevaonice za pješčano lijevanje daleko je dostupniji, što smanjuje troškove logistike i rizik lanca opskrbe.
Sažetak: Odabir lijevanja u pijesak umjesto lijevanja pod pritiskom
Pitanje je li lijevanje u pijesak bolje od lijevanja pod pritiskom nema jedinstveni univerzalni odgovor—ali ima jasan odgovor za većinu primjena lijevanja s kojima se susrećemo u industrijskoj i inženjerskoj praksi. Lijevanje u pijesak je bolji izbor kada:
- Obim proizvodnje ispod je 10 000–25 000 dijelova godišnje za tipične veličine dijelova
- Potreban materijal je željezo, čelik, nehrđajući čelik, legura bakra ili bilo koji željezni metal
- Veličina ili težina dijela premašuje ono što strojevi za tlačni lijev mogu fizički primiti
- Ponavljanje dizajna je vjerojatno i troškovi modifikacije alata moraju biti niski
- Potrebna je unutarnja geometrija, jezgre ili složeni prolazi
- Za puna mehanička svojstva potrebna je toplinska obrada konačnog odljevka
- Brza isporuka prvih artikala ili prototipova je prioritet
- Potrebno je reproducirati zamjenske dijelove za staru ili prilagođenu opremu
Lijevanje pod pritiskom zaslužuje svoje mjesto u masovnoj potrošačkoj i automobilskoj proizvodnji gdje se dijelovi od aluminija i cinka moraju proizvoditi brzo, s izvrsnom završnom obradom površine, uz najnižu moguću cijenu po jedinici. Ali lijevanje u pijesak pokriva daleko širi raspon inženjerskih potreba, obrađuje veći izbor materijala, mjeri se od pojedinačnih prototipova do tisuća dijelova i ostaje isplativo u svim scenarijima u kojima ekonomija lijevanja pod pritiskom jednostavno ne funkcionira. Za bilo kojeg inženjera ili stručnjaka za nabavu koji procjenjuje opcije procesa lijevanja, lijevanje u pijesak trebalo bi biti početna točka—a teret opravdanja trebao bi biti na prelasku s njega, a ne na njegovom odabiru.