Kako Aluminijski kasting je napravljen
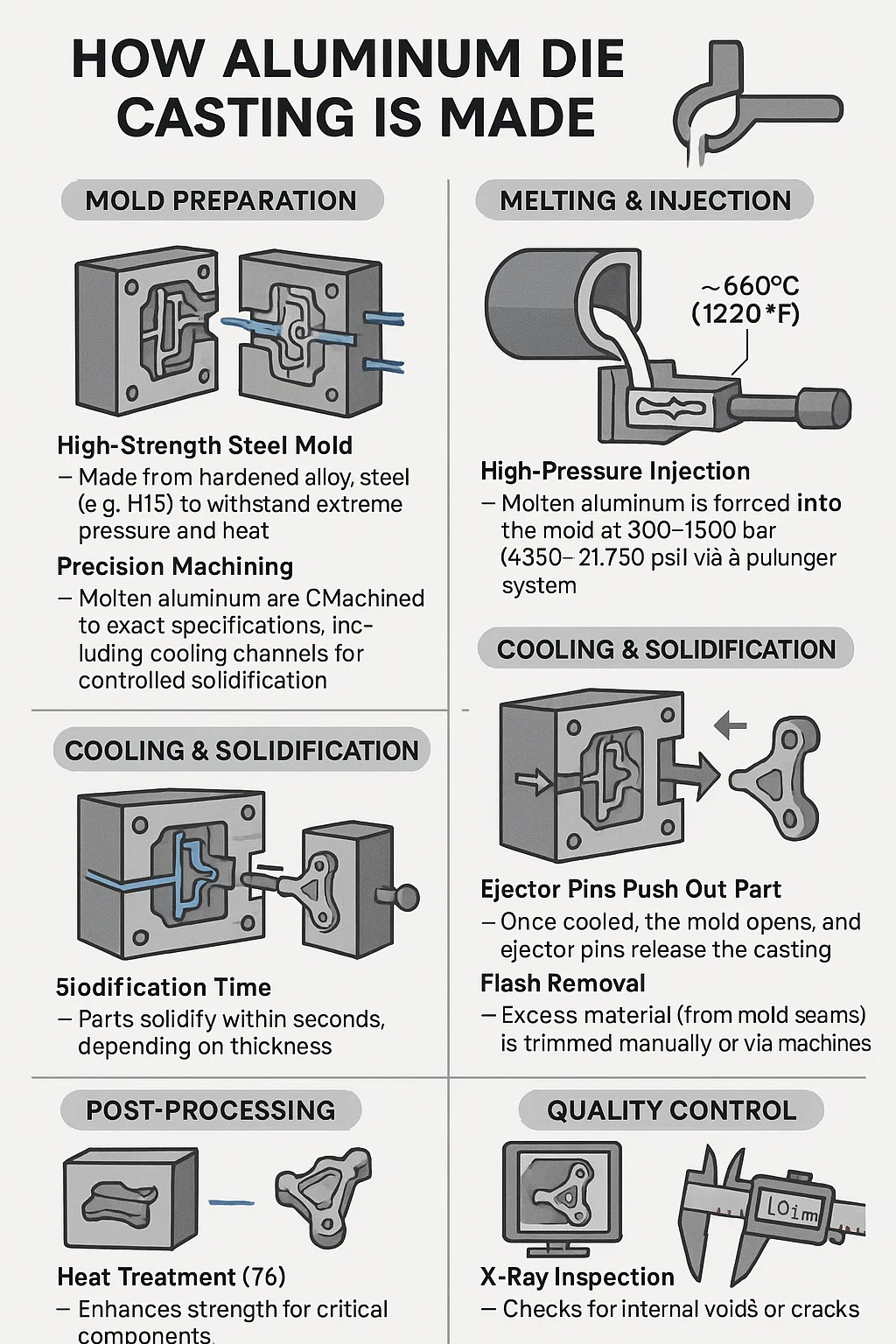
1. Priprema plijesni
Čelični kalup visoke čvrstoće-izrađen od očvrsnog leguranog čelika (npr. H13) do izdržavanja ekstremnog tlaka i topline.
Precizna obrada-Šupljine kalupa kalupe su izražene CNC-om do točnih specifikacija, uključujući kanale za hlađenje za kontrolirano očvršćivanje.
2. Taljenje i injekcija
Aluminijska legura - Posebne legure (poput A380 ili ADC12) se rastope na ~ 660 ° C (1220 ° F) u peći.
Ubrizgavanje visokog tlaka-rastaljeni aluminij prisiljen je u kalup na 300–1500 bara (4350–21,750 psi) putem sustava klipa.
3. Hlađenje i učvršćivanje
Brzo hlađenje - Vodeni kanali kalupa osiguravaju jednolično hlađenje, sprečavajući izvijanje.
Vrijeme očvršćivanja - dijelovi se učvršćuju u roku od nekoliko sekundi, ovisno o debljini.
4. Izbacivanje i obrezivanje
Igle izbacivača guraju dio - jednom se ohladi, kalup se otvara, a igle za izbacivanje otpuštaju lijevanje.
Uklanjanje bljeskalice - Višak materijala (iz šavova kalupa) obrezuje ručno ili putem strojeva.
5. Post-obrada
Toplinska obrada (T6) - Povećava snagu za kritične komponente.
Površinska završna obrada - pjeskovanje, poliranje ili anodizaciju za otpornost na koroziju.
6. Kontrola kvalitete
Rendgenski pregled-provjerava unutarnje praznine ili pukotine.
Dimenzionalno ispitivanje - osigurava da dijelovi ispunjavaju uske tolerancije (± 0,1 mm).
Ključni izazovi i ispravke
| Izdati | Uzrok | Otopina |
| Poroznost | Zarobljeni zrak/plin | Lijevanje uz pomoć vakuuma |
| Iskrivljen | Nejednako hlađenje | Optimizirani kanali za hlađenje plijesni |
| Zalijepljenje | Aluminijske veze za plijesan | Napredni premazi plijesni (npr. Tin) |