Dom / Vijesti / Vijesti o industriji / Koji su neki površinski nedostaci na aluminijskim tlačnim odljevcima?
Detaljno objašnjenje zajedničke površue Defekti in Aluminijski tlačni odljevci
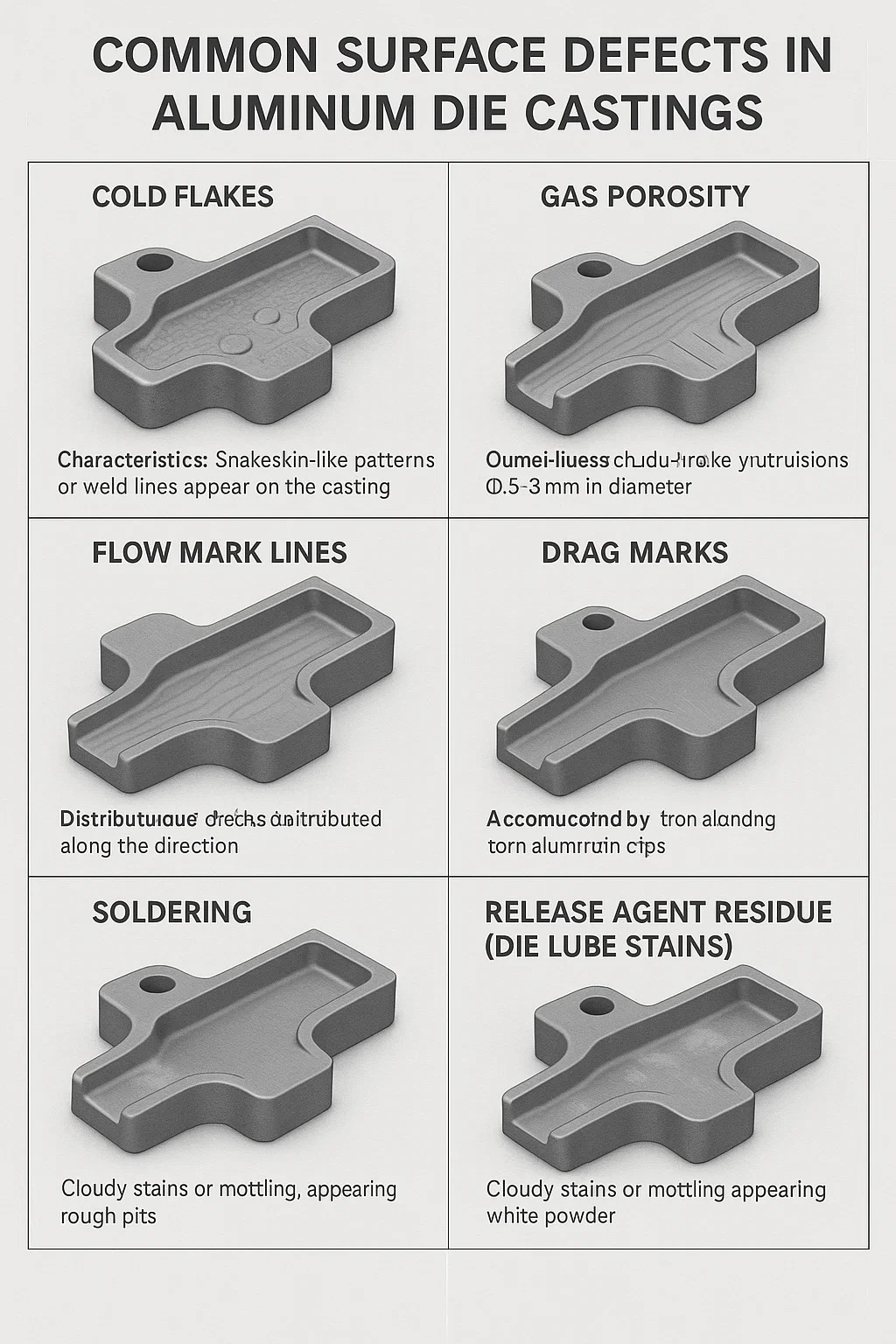
1. Hladne pahuljice
Karakteristike: Na površini lijevanja pojavljuju se uzorci poput zmijske kože ili linije zavara, a površina se čini neravnom.
Uzrok: Niska temperatura rastaljenog aluminija ili mala brzina ubrizgavanja, što rezultira neuspjehom spajanja dviju struja aluminija.
Oštećenja: Oštro smanjenje čvrstoće konstrukcije, posebno u područjima tankih stijenki sklonim pucanju.
2. Plinska poroznost
Karakteristike: Na površini se pojavljuju glatke izbočine poput mjehurića (0,5-3 mm u promjeru), koje pucaju i otkrivaju rupe.
Uzroci:
Loše odzračivanje kalupa (blokirane igle za izbacivanje/površina za odvajanje)
Stvaranje pare sredstva za prekomjerno otpuštanje
Područja visokog rizika: Korijeni rebara i vrhovi zatvorenih šupljina.
3. Oznake povlačenja
Karakteristike: Duge, linearne ogrebotine duž smjera gaza, ponekad popraćene poderanim aluminijskim komadićima.
Uzroci:
Nedovoljan kut propuha (npr. manje od 1°)
Ogrebotine ili nedovoljno poliranje na površini kalupne šupljine.
4. Linije oznaka protoka
Karakteristike: Valovite pruge u boji raspoređene duž smjera protoka rastaljenog aluminija
Uzroci:
Nepravilan dizajn vrata dovodi do turbulentnog strujanja
Stratifikacija temperature aluminija (brzo površinsko hlađenje)
5. Provjera topline
Karakteristike: Mreža mikropukotina koje se često javljaju u debelo-tankoj prijelaznoj zoni
Uzroci:
Lokalno pregrijavanje kalupa (neispravan sustav rashladne vode)
Prijevremeno izbacivanje, nepotpuno skrućivanje unutrašnjosti dijela
6. Lemljenje
Karakteristike: Lijevana površina prianja na kalupni čelik, tvoreći grube jame
Uzroci:
Izravno udaranje aluminija na čelik kalupa (npr. izravno udaranje vrata na jezgru)
Abrazija kalupa površinski premaz
7. Ostatak sredstva za otpuštanje (mrlje od maziva)
Karakteristike: Mutne mrlje ili bijeli prah, mrlje nakon anodizacije
Uzroci:
Loša atomizacija spreja, što rezultira nakupljanjem u kutovima
Nepotpuno uklanjanje tijekom procesa upuhivanja zraka