Kasting Proces korak po korak
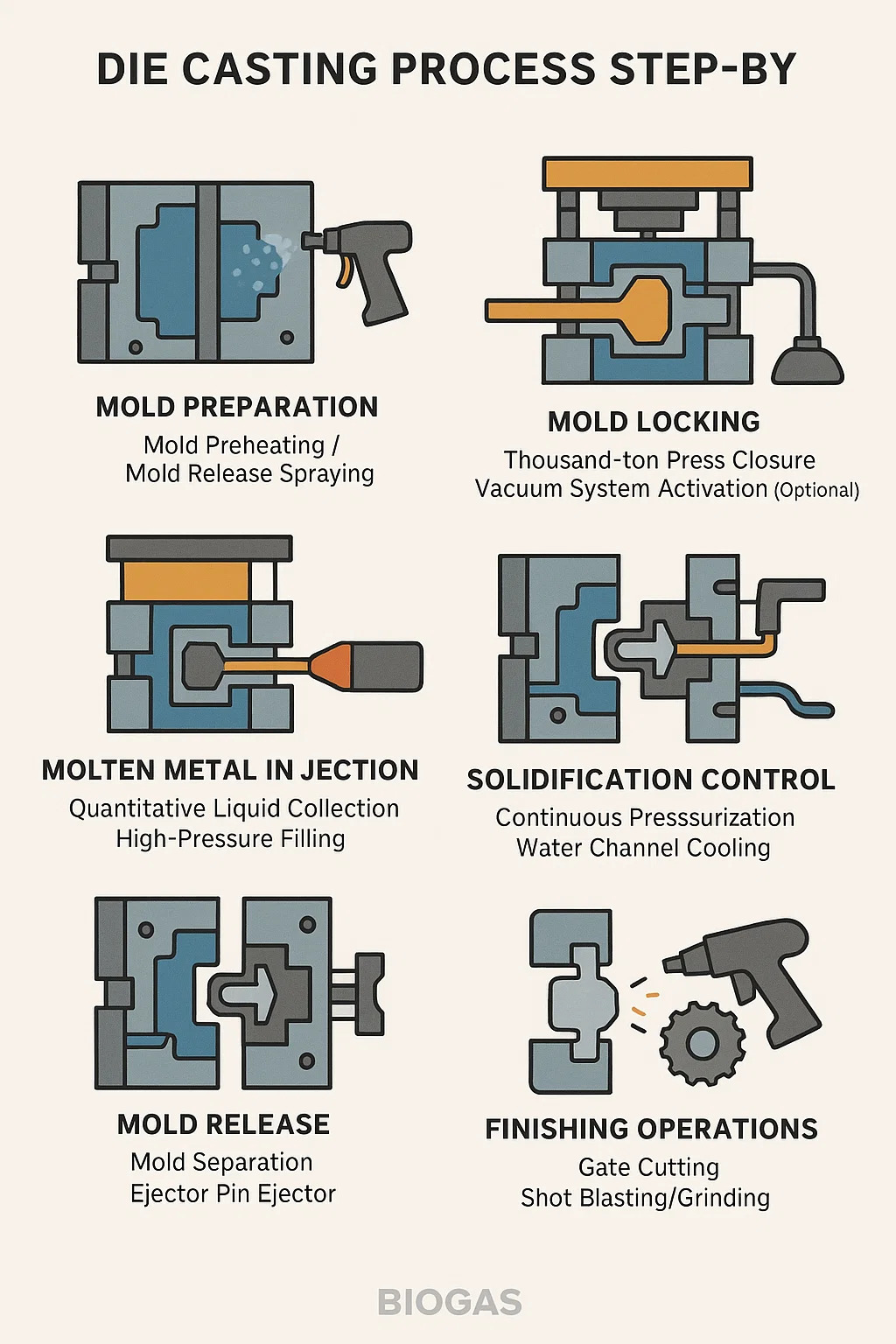
1. Priprema plijesni (jezgrani korak)
Kalup predgrijavanje: Zagrijte čelični kalup na 150-200 ° C kako biste spriječili da se rastopljeni aluminij prska ili hladno zatvaranje.
Oslobađanje kalupa: Upotrijebite pištolj za zrak za ravnomjerno raspršivanje šupljine (emulzija na vodenoj bazi) za zaštitu kalupa i pomaganje demodiranja.
2. Zaključavanje kalupa (kritična sigurnost)
Zatvaranje tisuće tona: Gornji i donji kalupi hidraulički su zaključani kako bi izdržali visoki tlak ubrizgavanja (> 500 tona stezanja sile).
Aktivacija vakuumskog sustava (neobavezno): evakuirajte zrak iz šupljine kalupa kako biste smanjili poroznost zraka.
3. Injekcija rastopljenog metala (ubrizgavanje velike brzine)
Kvantitativno prikupljanje tekućine: rastopljeni aluminij (otprilike 660 ° C) automatski se hrani u komoru za ubrizgavanje iz peći.
Punjenje visokog tlaka: klip ubrizgava rastopljeni aluminij u šupljinu kalupa pri brzini topa (30-100 m/s), ispunjavajući šupljinu unutar 0,01-0,3 sekunde.
4. Kontrola očvršćivanja
Kontinuirana pritiska: klip održava visoki tlak 10-30 sekundi kako bi se nadoknadilo skupljanje rastaljenog aluminija tijekom skrućivanja.
Hlađenje vodenog kanala: Hladna voda cirkulira unutar kalupa kako bi se uklonila toplina, omogućujući da se dio brzo očvrsne.
5. Otpuštanje kalupa
Odvajanje kalupa: Press se oslobađa, a gornji i donji kalupi otvoreni.
Izbacivač izbacivača: ugrađeni pin za izbacivanje izbacuje dio, uklanjajući trkač otpad (otprilike 30% materijala).
6. Operacije završetka
Rezanje vrata: Hidraulično šišanje uklanja sustav za rezanje i prelijevanje korita.
Shot eksplozija/mljevenje: uklanja bljeskalicu i liniju za razdvajanje.
Toplotna obrada (ključne komponente): T6 Očvršćivanje povećava tvrdoću.