Dom / Vijesti / Vijesti o industriji / Kako se izvodi lijevanje pod pritiskom? Proces, metode i materijali
Kratak odgovor: Kako funkcionira lijevanje pod pritiskom
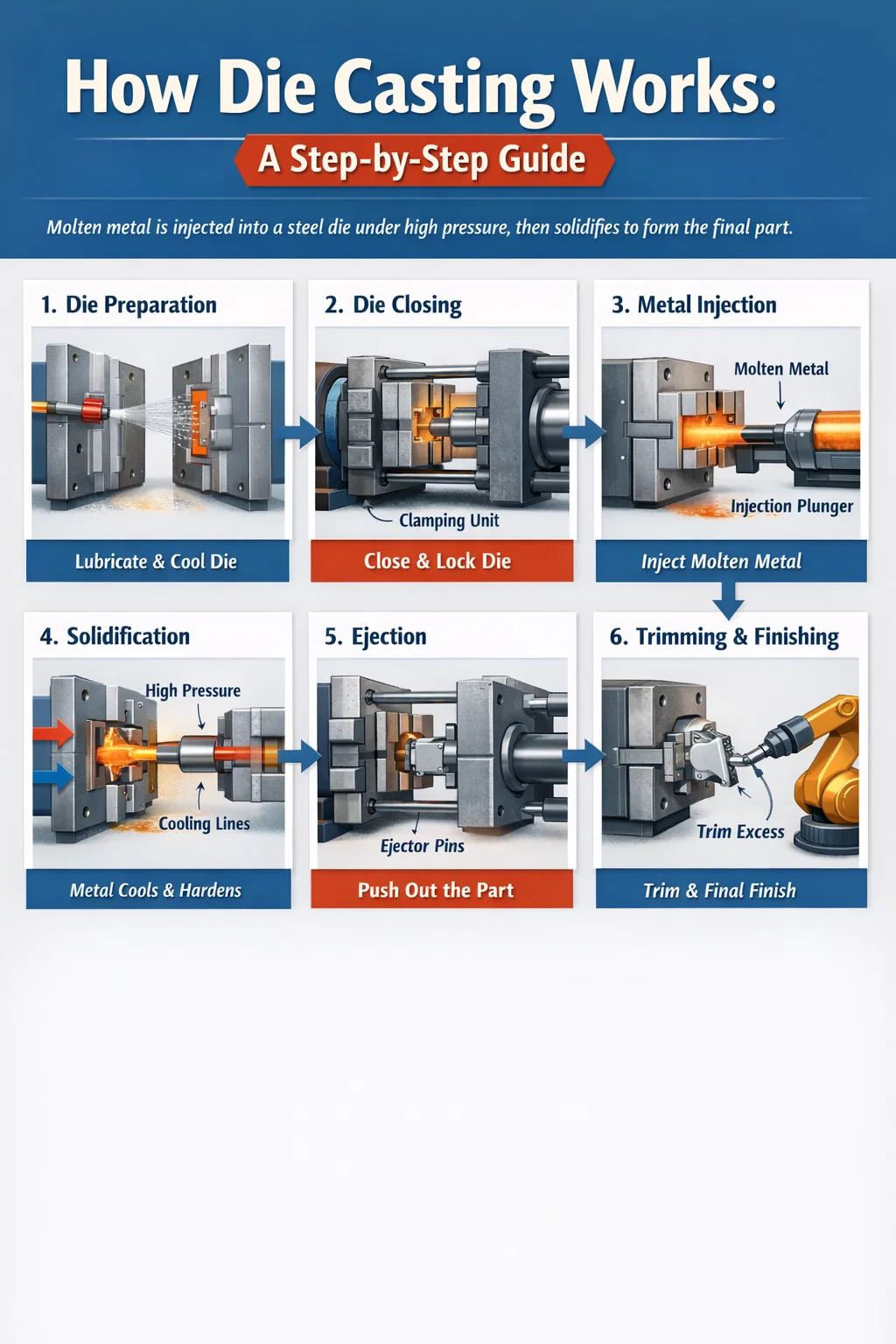
Lijevanje pod pritiskom je proces oblikovanja metala u kojem se rastaljeni metal pod visokim pritiskom ubrizgava u kalup od očvrslog čelika — koji se naziva matrica — i tamo drži dok se metal ne skrutne u točan oblik šupljine. Nakon što se učvrsti, matrica se otvara, igle za izbacivanje guraju dio van i ciklus počinje iznova. Jedna kocka može ponoviti ovaj niz stotinama tisuća puta prije nego što se istroši.
Proces se prvenstveno koristi s legurama obojenih metala: aluminijem, cinkom, magnezijem i metalima na bazi bakra. Tlakovi ubrizgavanja obično se kreću od 1.500 psi do preko 25.000 psi , što omogućuje lijevanje pod pritiskom za proizvodnju dijelova s tankim stjenkama, uskim tolerancijama (često ±0,002 inča) i glatkim završetkom površine bez opsežne naknadne strojne obrade.
Ako su vam potrebni deseci tisuća identičnih metalnih dijelova - automobilski nosači, kućišta elektronike, vodovodne armature, komponente uređaja - lijevanje pod pritiskom je gotovo uvijek najisplativija metoda proizvodnje nakon što apsorbirate početne troškove alata.
Postupak tlačnog lijevanja korak po korak
Razumijevanje načina na koji se vrši lijevanje pod pritiskom zahtijeva prolazak kroz svaku fazu proizvodnog ciklusa. Dok različiti strojevi i legure uvode varijacije, osnovni slijed je dosljedan u cijeloj industriji.
Korak 1 — Priprema matrice i podmazivanje
Prije svakog pucanja, polovice matrice se poprskaju mazivom ili sredstvom za odvajanje. Ovo ima dvije svrhe: pomaže da skrutnuti odljevak čisto izbaci bez lijepljenja i lagano hladi površinu matrice kako bi se održao dosljedan toplinski profil. Maziva za kalupe na bazi vode najčešći su izbor u modernim trgovinama jer smanjuju dim i u skladu su s ekološkim propisima. Ciklus prskanja obično traje dvije do pet sekundi i automatiziran je na linijama velike količine.
Korak 2 — Zatvaranje i stezanje matrice
Stroj za tlačni lijev steže dvije polovice kalupa zajedno ogromnom silom. Ova sila stezanja mjeri se u tonama i mora premašiti silu kojom će rastopljeni metal pod pritiskom djelovati na lica matrice tijekom ubrizgavanja. Stroj nosivosti 500 tona drži matricu zatvorenu sa 500 tona sile stezanja. Strojevi se kreću od ispod 100 tona za male dijelove od cinka do 4000 tona ili više za velike aluminijske strukturne komponente. Ako je sila stezanja nedovoljna, rastaljeni metal može isplivati između polovica matrice, stvarajući tanke peraje na dijelu i potencijalno oštećujući alat.
Korak 3 — Injektiranje metala
Ovo je odlučujući korak. Rastaljeni metal se gura u šupljinu matrice kroz sustav kanala - kanal, vodilice i vrata - koji usmjeravaju protok u geometriju dijela. U strojevima s hladnom komorom, izmjerena količina metala se lije ili automatski ulijeva u čahuru, a hidraulički klip je pokreće naprijed. U strojevima s vrućom komorom, mehanizam za ubrizgavanje uronjen je u kupku rastaljenog metala i izravno povlači precizno punjenje. Brzina ubrizgavanja može se podešavati u fazama: spora prva faza ispunjava sustav klizača, a brza druga faza ispunjava šupljinu dijela kako bi se spriječilo prerano skrućivanje. Vrijeme punjenja same šupljine često je između 10 i 100 milisekundi.
Korak 4 — Intenzifikacija i skrućivanje
Odmah nakon što se šupljina ispuni, stroj primjenjuje pojačani pritisak - sekundarni, viši val pritiska - kako bi upakirao više metala i kompenzirao skupljanje kako se odljevak skrućuje. Taj se tlak održava tijekom vremena zadržavanja, obično od jedne do trideset sekundi, ovisno o debljini stjenke i leguri. Sama matrica djeluje kao hladnjak; njegovi unutarnji kanali za hlađenje nose vodu ili termalno ulje za brzo i dosljedno izvlačenje topline. Brže hlađenje omogućuje kraća vremena ciklusa i finiju mikrostrukturu u gotovom dijelu.
Korak 5 — Otvaranje matrice i izbacivanje dijela
Nakon što je metal dovoljno očvrsnuo, stezna jedinica se uvlači i polovice matrice se odvajaju. Odljevak ostaje na jednoj polovici (polovica izbacivača) jer su tako dizajnirani kutovi gaza i geometrija. Igle za izbacivanje — šipke od kaljenog čelika postavljene u matricu — napreduju i oslobađaju dio. Igle ostavljaju male kružne tragove na nekritičnim površinama odljevka. Robot ili ljudski operater uklanja dio i ciklus se ponovno pokreće.
Korak 6 — Podrezivanje i završna obrada
Sirovi odljevak izlazi pričvršćen za sustav klizača i vrata, i često ima tanki bljesak duž linija razdvajanja. Matrica za podrezivanje u hidrauličnoj preši odrezuje vodilice i višak u jednom potezu. Daljnja završna obrada ovisi o primjeni: pjeskarenje za kozmetičke površine, CNC obrada za rupe s navojem ili precizne provrte, toplinska obrada za konstrukcijske aluminijske legure i površinski premazi poput eloksiranja, premazivanja prahom ili kromiranja.
Lijevanje pod pritiskom u vrućoj komori nasuprot hladnoj komori
Dvije glavne vrste strojeva odgovaraju različitim vrstama legura. Odabir pogrešne vrste za određeni materijal ili će uništiti stroj ili proizvesti dijelove loše kvalitete.
| Značajka | Topla komora | Hladna komora |
|---|---|---|
| Lokacija sustava za ubrizgavanje | Uronjen u rastaljeni metal | Odvojeno od peći |
| Kompatibilne legure | Cink, magnezij, olovo, kositar | Aluminij, mesing, magnezij (visoka temperatura) |
| Brzina ciklusa | Brže (do 18 hitaca/min za cink) | Sporije (ručno lijevanje dodaje vrijeme) |
| Maksimalni tlak ubrizgavanja | ~2500 psi | Do 25 000 psi |
| Raspon veličine dijelova | Mali do srednji | Mala do vrlo velika |
| Sklonost poroznosti | Niže | Umjereno (upravljano kontrolom procesa) |
Strojevi s vrućim komorama ne mogu se koristiti s aluminijem jer aluminij otapa željezo na tipičnim temperaturama lijevanja, brzo napadajući čelični guščiji vrat i klip sustava za ubrizgavanje pod vodom. Strojevi u hladnim komorama ispravan su izbor za lijevanje aluminija pod pritiskom — metal se topi u zasebnoj peći za držanje i ulazi u čahuru samo neposredno prije ubrizgavanja, ograničavajući vrijeme izlaganja.
Materijali korišteni u tlačnom lijevanju
Odabir legure utječe na gotovo svaku drugu odluku u procesu — tip stroja, materijal kalupa, vrijeme ciklusa i svojstva konačnog dijela. Ovo su četiri obitelji koje se najčešće viđaju u komercijalnim operacijama tlačnog lijevanja.
Aluminijske legure
Aluminij iznosi otprilike 80% ukupne proizvodnje tlačnog lijevanja po težini u Sjevernoj Americi. Najraširenije legure su A380, A383 i A360. A380 nudi izvrsnu ravnotežu livljivosti, čvrstoće (krajnja vlačna čvrstoća oko 47.000 psi) i otpornosti na koroziju, što ga čini zadanim izborom za kućišta automobilske i potrošačke elektronike. Niska gustoća aluminija — otprilike jedna trećina gustoće čelika — glavni je pokretač potražnje jer proizvođači automobila traže lagane komponente kako bi ispunili ciljeve uštede goriva i dosega EV. Loša strana je viša temperatura lijevanja (oko 1200°F / 650°C), što skraćuje vijek trajanja kalupa u usporedbi s cinkom.
Legure cinka
Cinkove legure (Zamak 3, Zamak 5, ZA-8) lijevaju se na puno nižim temperaturama (oko 780°F / 415°C), što alatu daje dramatično duži vijek trajanja — često više od milijun udaraca u odnosu na 100 000–400 000 za aluminijske matrice. Dijelovi od cinka mogu se lijevati s iznimno tankim stijenkama (do 0,4 mm) i vrlo finim detaljima na površini, zbog čega se koriste za ukrasne okove, tijela brava i male precizne mehaničke komponente. Cink je gušći od aluminija, ali zbog nižih troškova obrade i duljeg vijeka trajanja alata često je ekonomičniji za male dijelove velike količine.
Legure magnezija
Magnezij je najlakši konstrukcijski metal koji se obično lijeva pod pritiskom, približno 33% lakši od aluminija po volumenu. Legure poput AZ91D i AM60B koriste se u automobilskim unutarnjim strukturama, kućištima prijenosnih računala i kućištima električnih alata gdje je težina primarni pokretač. Magnezij se može prerađivati u strojevima s vrućom ili hladnom komorom, ovisno o specifičnoj leguri i potrebnoj veličini dijela. Jedno važno razmatranje pri proizvodnji: magnezij je zapaljiv u fino usitnjenom obliku, tako da otpad i iverje zahtijevaju pažljivo rukovanje i namjenske sustave za suzbijanje požara u postrojenju.
Legure na bazi bakra (mjed i bronca)
Bakrene legure zahtijevaju najviše temperature lijevanja — često preko 1650°F (900°C) — što značajno skraćuje vijek trajanja kalupa i povećava troškove energije. Međutim, mjedeni i brončani odljevci nude izvrsnu otpornost na koroziju, dobru električnu vodljivost i vrhunski izgled što ih čini vrijednima u vodovodnim priključcima, električnim priključcima i arhitektonskoj opremi. Tlačni lijev bakrene legure predstavlja mali, ali postojan udio u ukupnoj proizvodnji jer niti jedan drugi materijal ne odgovara njegovoj kombinaciji svojstava po usporedivoj cijeni za dijelove srednjeg volumena.
Dizajn kalupa i alata
Matrica je kapitalno najintenzivniji element procesa tlačnog lijevanja, a njezin dizajn izravno određuje kvalitetu dijela, vrijeme ciklusa i ekonomičnost proizvodnje. Loše dizajnirana matrica uzrokovat će probleme koje podešavanje stroja ne može u potpunosti riješiti.
Die Materijali
Alati za tlačno lijevanje gotovo su univerzalno izrađeni od H13 čelika za alate za vruću obradu, kaljenog na otprilike 44–48 HRC. H13 je odabran jer je otporan na toplinski zamor — opetovano zagrijavanje i kaljenje koje bi izazvalo pucanje slabijih čelika unutar tisuća ciklusa. Vrhunski stupnjevi H13 sa strožim kemijskim kontrolama i preradom vakuumskim lučnim taljenjem (VAR) mogu značajno produžiti vijek trajanja kalupa. Za proizvodnju aluminija u velikim količinama, neke operacije koriste modificirani čelik kao što je DIN 1.2367 ili vlastite kvalitete koje su razvili dobavljači alata.
Projektiranje sustava okretnica i vodilica
Gdje metal ulazi u šupljinu - lokacija vrata - kontrolira uzorak ispune, zarobljenost zraka i skupljanje. Softver za simulaciju (Magmasoft, ProCAST, Flow-3D) sada je standardna praksa za projektiranje kalupa, omogućujući inženjerima modeliranje toka metala, predviđanje hladnih zatvaranja, prepoznavanje mjesta gdje će se vjerojatno stvoriti poroznost i optimiziranje postavljanja vrata i preljevnog bunara prije rezanja jednog komada čelika. Ulaganje u simulaciju prije izrade alata obično štedi mnogo više od troškova hvatanjem problema koji bi inače zahtijevali skupe izmjene matrice.
Nacrt kutova i rastavnih linija
Svaka okomita stijenka u kalupu mora imati kut naprezanja — blago sužavanje — kako bi se omogućilo da se dio oslobodi iz kalupa bez povlačenja ili lijepljenja. Tipični kutovi gaza su 1° do 3° za vanjske površine i 2° do 5° za unutarnje jezgre. Zidovi bez propuha teoretski su mogući s posebnim premazima ili geometrijskim trikovima, ali povećavaju troškove i rizik. Linija razdvajanja je mjesto gdje se susreću dvije polovice matrice; njegovo ispravno postavljanje smanjuje bljesak, pojednostavljuje konstrukciju alata i čini kozmetičke površine lakšim za kontrolu.
Dizajn sustava hlađenja
Unutarnji kanali za hlađenje probušeni kroz čelični kalup nose vodu s kontroliranom temperaturom. Njihovo postavljanje u odnosu na debele dijelove dijela, gdje je koncentrirana toplina, određuje koliko ravnomjerno se odljevak skrućuje i koliko brzo ciklus može teći. Konformno hlađenje - kanali koji slijede obrise šupljine matrice umjesto da su ravno izbušeni - sve se više izrađuju umetcima za aditivnu proizvodnju, što omogućuje agresivnije odvođenje topline u kritičnim zonama i smanjenje vremena ciklusa od 15-25% u nekim primjenama.
Ključni parametri procesa i kako se njima upravlja
Lijevanje pod pritiskom nije operacija namjesti i zaboravi. Stabilan proces visoke kvalitete zahtijeva aktivno praćenje i kontrolu niza međusobno ovisnih varijabli.
- Temperatura metala: Prevruće povećava poroznost skupljanja i eroziju kalupa; previše hladno uzrokuje neispravan rad i hladna zatvaranja. Aluminij se obično lije na 1250°F–1350°F (677°C–732°C) ovisno o geometriji dijela i debljini stijenke.
- Brzina ubrizgavanja: Prva faza (spore) brzine ispunjava trkač; druga faza (brza) brzina ispunjava šupljinu. Brzina vrata - brzina kojom metal prolazi kroz vrata u dio - obično je ciljana između 100 i 180 ft/s za aluminij.
- Tlak pojačanja: Primjenjen odmah nakon punjenja šupljina, ovaj pritisak pakira metal koji se skrućuje kako bi se smanjile praznine skupljanja. Tipični pritisci pojačanja za aluminij su 8,000-15,000 psi.
- Temperatura kalupa: Matrica mora postići i održavati toplinsku ravnotežu — obično 300°F–500°F (150°C–260°C) za aluminij — prije pokretanja proizvodnih dijelova. Hladna matrica uzrokuje površinske nedostatke; pregrijana matrica produljuje vrijeme ciklusa i ubrzava toplinski zamor.
- Vakuumska pomoć: Neke postavke za tlačno lijevanje koriste vakuumske vodove spojene na šupljinu kalupa za evakuaciju zraka prije ubrizgavanja. Uklanjanje zraka smanjuje poroznost plina i omogućuje veće brzine ubrizgavanja bez zadržavanja plina u dijelu — osobito vrijedno za strukturne komponente koje će biti toplinski obrađene ili zavarene.
Moderni strojevi za tlačno lijevanje bilježe podatke o procesu svakog brizganja — položaj klipa, brzinu, krivulje pritiska — u stvarnom vremenu. Statističke kontrolne karte procesa označavaju kada parametri odlutaju izvan postavljenih granica, omogućujući procesnim inženjerima da isprave probleme prije nego porastu stope otpada.
Uobičajeni nedostaci kod tlačnog lijevanja i njihovi uzroci
Razumijevanje mehanizama kvarova ključno je za rješavanje problema u procesu. Većina nedostataka dolazi do relativno malog skupa temeljnih uzroka.
Poroznost
Najčešći nedostatak tlačnog lijevanja. Postoje dvije vrste: plinska poroznost, uzrokovana zrakom ili otopljenim vodikom zarobljenim tijekom punjenja, i poroznost skupljanja, uzrokovana nedostatkom metala za napajanje dijelova koji se skupljaju dok se skrućuju. Plinska poroznost obično se pojavljuje kao zaobljene šupljine u blizini površine ili na područjima koja su zadnja za punjenje. Poroznost skupljanja pojavljuje se kao nepravilne, nazubljene šupljine u debelim presjecima. Rješenja uključuju vakuumsku pomoć, optimizirani dizajn vrata, prilagođeni tlak pojačanja i smanjenje debljine stijenke redizajnom dijela.
Hladna zatvaranja i neispravan rad
Hladni zatvarač pojavljuje se kao vidljiva linija na površini za odlijevanje gdje su se susrele dvije fronte protoka metala, ali se nisu pravilno spojile jer su se previše ohladile prije spajanja. Pogrešno punjenje je nepotpuno punjenje — dio šupljine koji jednostavno nije primio dovoljno metala prije nego što se skrutio. Oba su uzrokovana nedovoljnom temperaturom metala, preniskom brzinom ubrizgavanja, neadekvatnim volumenom metala ili pretjeranim hlađenjem kalupa. Povećanje temperature metala, brzine ubrizgavanja ili težine sačme obično rješava te nedostatke.
Lemljenje i erozija kalupa
Lemljenje se događa kada se aluminijska legura lijepi za čelik matrice, povlačeći materijal s površine dijela prilikom izbacivanja i na kraju stvarajući naslage na matrici. Pokreće ga kemijska reakcija između rastaljenog aluminija i željeza u čeličnom kalupu, ubrzana visokom temperaturom metala i velikom brzinom izlaza koji opetovano utječu na istu površinu kalupa. Zaštitni premazi (nitriranje, PVD premazi poput TiAlN), kontrola temperature matrice i optimizirano podmazivanje smanjuju učestalost lemljenja. Teški slučajevi zahtijevaju poliranje kalupa ili popravak zavara.
Bljesak
Flash je tanko metalno rebro koje se izvlači između polovica matrice ili oko igala za izbacivanje. Posljedica je nedovoljne sile stezanja, istrošenih ili oštećenih površina razdjelne linije ili previsokog tlaka ubrizgavanja. Manji bljesak uklanja se u preši za podrezivanje; trajno bljeskanje ukazuje na problem stroja, matrice ili parametra procesa koji treba ispraviti prije nego što se pogorša.
Varijacije i napredne metode tlačnog lijevanja
Osim konvencionalnog lijevanja pod visokim pritiskom, nekoliko varijanti procesa rješava specifične zahtjeve dijelova ili ciljeve kvalitete koje standardno lijevanje ne može ispuniti.
Lijevanje pod vakuumom
Vakuumsko tlačno lijevanje odvodi zrak iz šupljine kalupa neposredno prije ubrizgavanja kroz namjenske vakuumske ventile. Preostali tlak zraka u šupljini smanjen je na ispod 50 mbar u naprednim sustavima. Rezultat je dramatično niža plinska poroznost, što omogućuje toplinsku obradu (T5 ili T6) i zavarivanje odljevaka - mogućnosti koje standardni lijevi pod pritiskom ne mogu pouzdano postići. Strukturalni automobilski dijelovi kao što su amortizeri, B-stupovi i kućišta baterija sve se više izrađuju na ovaj način.
Polučvrsto lijevanje pod pritiskom (Thixocasting i Rheocasting)
U obradi u polučvrstom stanju, metal se ubrizgava na temperaturi između njegovog likvidusa i solidusa — u djelomično skrutnutom stanju nalik kaši. Budući da je metal viskozniji i ispunjava matricu na manje turbulentan, više laminaran način, zarobljavanje plina je značajno smanjeno. Dijelovi proizvedeni reo-lijevanjem ili tikso-lijevanjem mogu se približiti razinama poroznosti kovanih dijelova u nekim geometrijama. Proces je složeniji i skuplji za rad od konvencionalnog tlačnog lijevanja, pa je rezerviran za komponente visoke vrijednosti u zrakoplovstvu, motosportu i vrhunskim automobilskim aplikacijama.
Squeeze Casting
Lijevanje pod pritiskom koristi mnogo manje brzine ubrizgavanja, ali vrlo visok tlak (često 10.000-30.000 psi) koji se primjenjuje i održava tijekom skrućivanja. Visoki kontinuirani tlak potiskuje poroznost i pročišćava mikrostrukturu, proizvodeći odljevke s mehaničkim svojstvima koja se približavaju onima otkivaka. Aluminijski kotači za vozila visokih performansi uobičajena su primjena stiskanjem. Vremena ciklusa dulja su od uobičajenog tlačnog lijevanja, a postupak zahtijeva pažljiviji dizajn kalupa za raspodjelu tlaka.
Mega-Casting (Gigacasting)
Nedavni razvoj potaknut uglavnom industrijom električnih vozila, mega-lijevanje koristi strojeve od 6000 tona ili veće za proizvodnju pojedinačnih aluminijskih strukturalnih odljevaka koji zamjenjuju sklopove desetaka utisnutih i zavarenih čeličnih dijelova. Tesla je popularizirao ovaj pristup svojim stražnjim odljevkom donjeg dijela, koji objedinjuje otprilike 70 pojedinačnih dijelova u jednu snimku. Nekoliko drugih proizvođača automobila sada puštaju u rad ili koriste slične ćelije za tlačni lijev velikog formata. Ekonomska opravdanost počiva na smanjenom broju alata, jednostavnijim montažnim linijama i nižim troškovima spajanja, iako zahtijeva vrlo veliko početno ulaganje u stroj.
Lijevanje pod pritiskom u odnosu na druge postupke lijevanja metala
Lijevanje pod pritiskom nije jedini način lijevanja metalnih dijelova, a nije ni uvijek pravi. Razumijevanje gdje se uklapa u odnosu na alternative pomaže u odabiru ispravnog procesa za dati projekt.
| Proces | Trošak alata | Cijena po dijelu (velika količina) | Dimenzionalna točnost | Najbolje za |
|---|---|---|---|---|
| Lijevanje pod visokim pritiskom | Visoko (20K–200K$) | Vrlo nisko | Izvrsno | Dijelovi od obojenih metala velike količine |
| Trajni kalup za lijevanje | Umjereno | Niska | dobro | Srednjeg volumena, debljih stijenki |
| Investicijski lijev | Umjereno | visoko | Vrlo visoko | Složena geometrija, legure željeza, zrakoplovstvo |
| Lijevanje u pijesak | Niska | Umjereno to high | Slabo do pošteno | Niska volume, large parts, iron/steel |
Odluka se obično svodi na volumen. Alati za tlačno lijevanje aluminijskih dijelova obično koštaju između 30.000 i 150.000 USD, ovisno o složenosti. Ta investicija ima smisla pri 50.000 ili više dijelova godišnje, ali ju je teško opravdati za nekoliko stotina jedinica. Za proizvodnju male količine, lijevanje u pijesak ili livenje u kalupe je ekonomičnije iako je trošak po dijelu veći. Za željezne legure (čelik, željezo) lijevanje pod pritiskom općenito se uopće ne koristi — odgovarajući izbor je lijevanje po investiciji, lijevanje u pijesak ili kovanje.
Industrije i primjene u kojima dominira lijevanje pod pritiskom
Kombinacija brzine, preciznosti i sposobnosti neto oblika tlačnog lijevanja učinila ga je zadanim proizvodnim procesom za širok raspon kategorija proizvoda u više industrija.
- Automobili: Blokovi motora (u nekim konfiguracijama), kućišta mjenjača, kućišta pumpe za ulje, sklopovi nosača, ručke na vratima, kućišta retrovizora, kotači (stisnuti lijevani) i sve veće strukturne komponente karoserije u bijeloj boji. Automobili su najveće pojedinačno tržište za lijevanje pod pritiskom, na koje otpada više od 50% sjevernoameričke proizvodnje po vrijednosti.
- Potrošačka elektronika: Kućište prijenosnih računala i tableta, unutarnji okviri pametnih telefona, tijela kamera i strukture hladnjaka imaju koristi od aluminijske kombinacije lakoće, toplinske vodljivosti i strukturne krutosti.
- Industrijska oprema: Kućišta mjenjača, kućišta pumpi, kućišta motora i tijela ventila proizvode se u velikim količinama s dosljednom debljinom stjenke i otpornošću na pritisak.
- Telekomunikacijska infrastruktura: Kućišta 5G baznih stanica i komponente za upravljanje toplinom koriste aluminijski lijev pod pritiskom za kombinaciju EMI zaštite, toplinske izvedbe i dimenzionalne stabilnosti.
- Vodovod i HVAC: Milijuni lijevanih armatura, ventila i razdjelnih blokova od mesinga i aluminija postavljaju se svake godine u stambenim i poslovnim zgradama.
- Električni alati i uređaji: Kućišta motora, kućišta mjenjača i strukturalni okviri za električne alate, opremu za travnjake i kućanske aparate oslanjaju se na tlačni lijev za niske tolerancije i dobru završnu obradu površine pri visokim stopama proizvodnje.
Što očekivati u pogledu tolerancija, završne obrade površine i vremena isporuke
Kupci i inženjeri koji određuju dijelove lijevane pod pritiskom trebaju realna očekivanja o tome što proces može, a što ne može isporučiti bez sekundarnih operacija.
Tolerancije dimenzija
Tlačnim lijevanjem postižu se strože tolerancije od lijevanja u pijesak ili trajnog lijevanja u kalupe, ali to nije precizan proces strojne obrade. Tolerancije lijevanog od ±0,003 do ±0,005 inča po inču tipične su za aluminij. Značajke koje zahtijevaju strožu kontrolu - provrti za ležajeve, položaji rupa s navojem, spojne površine - trebaju CNC strojnu obradu nakon lijevanja. Sjevernoameričko udruženje za lijevanje pod pritiskom (NADCA) objavljuje detaljne standarde tolerancije koji su industrijska referenca za određivanje dijelova od lijevanih pod pritiskom.
Površinska obrada
Lijevane površine na tlačno lijevanom aluminiju obično su u rasponu od 63–125 Ra mikroinča (1,6–3,2 Ra mikrometra), što je dovoljno glatko za većinu funkcionalnih i kozmetičkih namjena bez daljnje dorade. Odljevci od cinka mogu postići još finije lijevane površine i izravno se galvanizirati, što ih čini preferiranim za ukrasnu opremu koja će biti kromirana ili poniklana.
Vrijeme izrade alata i vrijeme izrade dijela
Izrada alata za umjereno složenu matricu za lijevanje aluminija obično traje 8 do 14 tjedana od odobrenja dizajna do prvih snimaka. Jednostavni alati mogu se dovršiti brže; velike, s više šupljina ili složene matrice može potrajati 16-20 tjedana. Nakon što je alat dokazan iu proizvodnji, rokovi isporuke za dijelove ovise o količinama i rasporedu, ali obično su 3-6 tjedana za standardne narudžbe. Namjenske linije velike količine mogu isporučiti dijelove uz kraću najavu nakon što se utvrdi raspored proizvodnje.