Dom / Vijesti / Vijesti o industriji / Može li se aluminij 6061 lijevati pod pritiskom? Pravi odgovor
Može li se aluminij 6061 lijevati pod pritiskom? Izravan odgovor
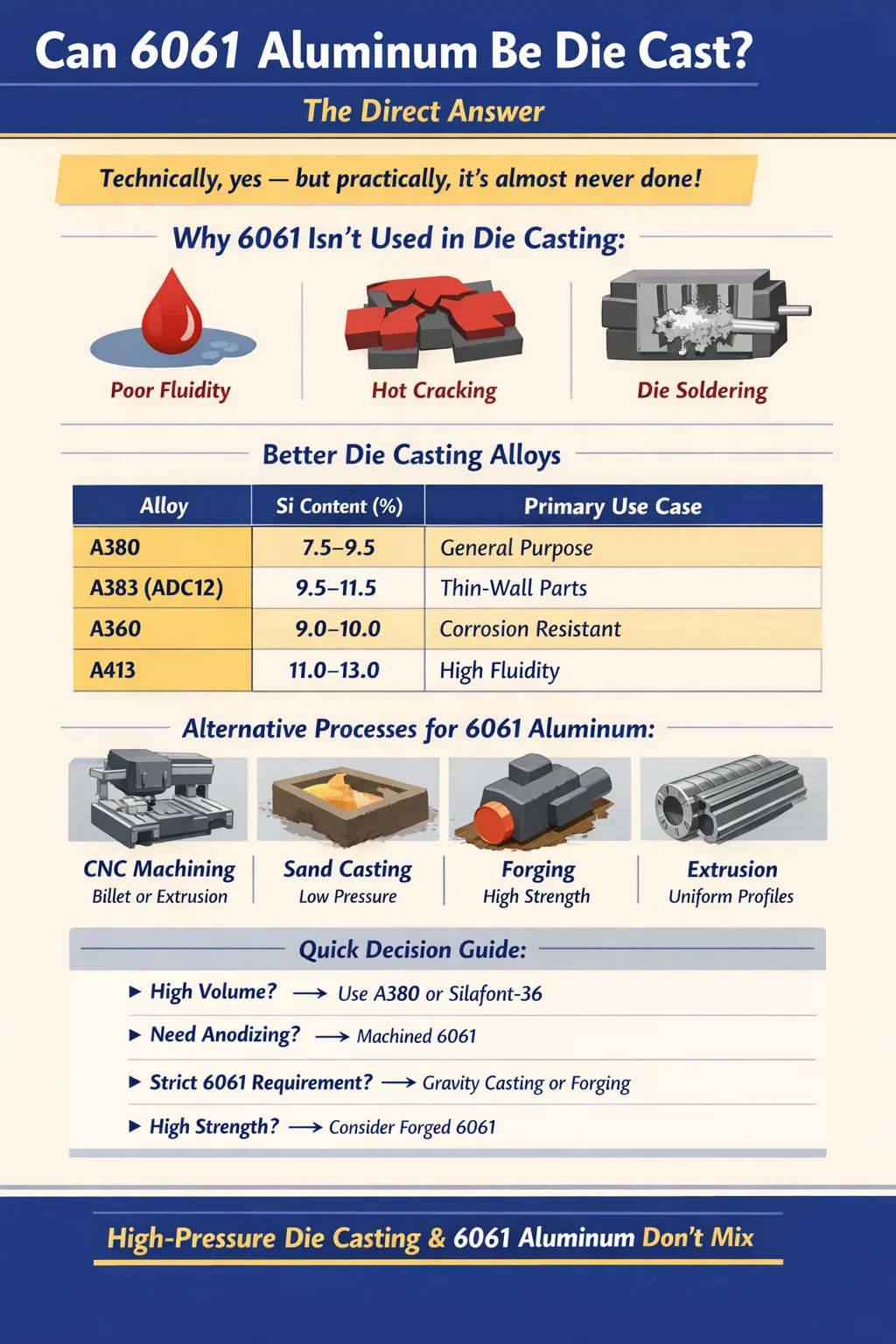
Tehnički, da - ali u praktičnoj proizvodnji, 6061 aluminij se gotovo nikada ne koristi u tlačnom lijevanju , a većina pogona za tlačno lijevanje to će vam preporučiti. Razlog se svodi na kemiju legura. 6061 je kovana aluminijska legura, što znači da je dizajnirana posebno za procese poput ekstruzije, valjanja i kovanja - ne za ubrizgavanje u čelične matrice pod visokim pritiskom. Njegov sadržaj magnezija i silicija, iako je izvrstan za strukturnu izvedbu nakon toplinske obrade, stvara ozbiljne probleme u okruženju tlačnog lijevanja: slaba fluidnost, sklonost pucanju u vrućem stanju i problemi s lemljenjem kalupa koji povećavaju stope otpada i troškove alata.
Aluminijske legure koje dominiraju tlačni lijev industriji su namjenski dizajnirani za taj proces. A380, A383, A360 i ADC12 čine veliku većinu aluminijskih odljevaka pod pritiskom u cijelom svijetu upravo zato što im sadržaj silicija — obično između 8% i 12% — daje fluidnost taline, toplinsko ponašanje i karakteristike skrućivanja koje zahtijeva lijevanje pod pritiskom. 6061 sadrži samo 0,4%–0,8% silicija , daleko ispod praga potrebnog za pouzdano, velikoserijski lijevanje pod pritiskom.
Ovaj članak objašnjava zašto se 6061 ponaša na način na koji se ponaša u tlačnom lijevanju, koje alternative postoje i u kojim će se scenarijima odabir različite legure — ili potpuno drugačijeg procesa — proizvesti bolje rezultate po nižoj cijeni.
Razumijevanje aluminija 6061: sastav legure i njegove implikacije
6061 aluminij je legura serije 6xxx, što znači da su njegovi primarni legirajući elementi magnezij (Mg) i silicij (Si). Standardni raspon sastava je sljedeći:
| Element | Raspon sastava (%) | Uloga u Legurau |
|---|---|---|
| Silicij (Si) | 0,40 – 0,80 | Ojačavanje preko taloga Mg₂Si |
| magnezij (Mg) | 0,80 – 1,20 | Primarni element ojačanja |
| Bakar (Cu) | 0,15 – 0,40 | Dodatna čvrstoća, malo smanjuje otpornost na koroziju |
| Krom (Cr) | 0,04 – 0,35 | Kontrola strukture zrna |
| Željezo (Fe) | Najviše 0,70 | usputno; kontrolirano kao nečistoća |
| Aluminij (Al) | Ravnoteža (~96–99) | Obični metal |
Kombinacija Mg i Si tvori magnezijev silicid (Mg₂Si) koji se taloži tijekom toplinske obrade (temperatura T4 ili T6), što 6061-T6 daje njegovu dobro poznatu vlačnu čvrstoću od približno 310 MPa (45 000 psi) . Ova reakcija taložnog stvrdnjavanja jedna je od najvećih prednosti legure — ali to je prednost naknadne obrade, a ne prednost lijevanja.
Nasuprot tome, nizak sadržaj silicija znači da rastaljena legura ima visoku viskoznost i uzak raspon skrućivanja. Kada se izlije ili ubrizga u matricu, ne teče lako u tanke stijenke ili složene geometrije. Rezultat su nepotpuna ispuna, hladna zatvaranja i poroznost — defekti koji su posebno problematični za strukturne ili tlačno nepropusne dijelove od tlačnog lijeva.
Zašto 6061 ima loše rezultate u procesu tlačnog lijevanja
Lijevanje pod pritiskom je proces pod visokim pritiskom i velikom brzinom. Rastaljeni aluminij se ubrizgava u čeličnu matricu pod tlakom koji se obično kreće od 10 000 do 30 000 psi (69 do 207 MPa) , u vremenima punjenja mjerenim u milisekundama. Legura mora trenutačno teći kroz vodilice i vrata, potpuno ispuniti tanke dijelove i predvidljivo se skrutiti. 6061 stvara više točaka kvara u ovom okruženju.
Loša fluidnost taline
Fluidnost aluminijskih legura za lijevanje uvelike je određena sadržajem silicija. Silicij snižava talište, proširuje raspon temperature tekućina-krutina i smanjuje površinsku napetost u talini. Legure za tlačni lijev poput A380 sadrže otprilike 8,5% silicija. 6061 sadrži manje od 1%. U testovima fluidnosti (npr. testovi spiralne fluidnosti), A380 dosljedno ispunjava dva do tri puta veću duljinu od one koju će talina 6061 pod istim uvjetima. Dijelove tankih stijenki ispod 2 mm postalo je nemoguće pouzdano ispuniti s 6061.
Vruće pucanje tijekom skrućivanja
6061 ima širok raspon skrućivanja — jaz između likvidusa (~652°C) i solidusa (~582°C) je približno 70°C. Tijekom ove polučvrste faze, legura je osjetljiva na vruće trganje: djelomično skrutnuti kostur se skuplja, ali tekući metal ne može teći dovoljno brzo kroz preostale kanale da bi to kompenzirao. Rezultat su unutarnje pukotine. Legure za tlačni lijev s visokim sadržajem silicija imaju uža područja skrućivanja , što znači da metal brže i ravnomjernije prelazi iz tekućeg u čvrsto stanje, dramatično smanjujući rizik od vrućih pukotina.
Lemljenje kalupa i oštećenja alata
Lemljenje matrice nastaje kada se aluminij veže za površinu čelične matrice. Sadržaj željeza u matrici reagira s aluminijem u talini stvarajući intermetalne spojeve željezo-aluminij (Fe-Al IMC) na površini matrice. Silicij djeluje kao pufer — preferirano reagira sa željezom stvarajući Fe-Si faze koje manje prianjaju i lakše se oslobađaju. Budući da 6061 ima malo silicija, daleko je skloniji lemljenju na površinu matrice. To povećava sile izbacivanja, uzrokuje površinske defekte na odljevku i ubrzava eroziju kalupa. Prijavljeno je da je životni vijek za 6061 u pokusima tlačnog lijevanja znatno kraći u usporedbi sa standardnim legurama za tlačni lijev.
Komplikacije toplinske obrade
Jedna od glavnih atrakcija 6061 je njegov odgovor na T6 toplinsku obradu, koja podiže vlačnu čvrstoću s približno 125 MPa (18 000 psi) u žarenom stanju na oko 310 MPa (45 000 psi). Međutim, tlačno lijevani dijelovi — čak i u kompatibilnim legurama — poznati su kao teški za toplinsku obradu jer brzo skrućivanje u kalupu zadržava plinsku poroznost. Kada se porozni odljevak podvrgne toplinskoj obradi otopine na temperaturama oko 530°C, zarobljeni plin se širi i uzrokuje stvaranje mjehurića na površini. 6061 tlačni odljevci bi se suočili s istim problemom, dok su također već imali problema s fluidnošću i pucanjem tijekom lijevanja. Konačni rezultat je da se navodna prednost čvrstoće 6061 ionako ne može pouzdano realizirati lijevanjem pod pritiskom.
Koje se aluminijske legure zapravo koriste u tlačnom lijevanju
Industrija tlačnog lijevanja odlučila se za kratki popis aluminijskih legura koje dosljedno daju pouzdane rezultate visoke kvalitete. Razumijevanje ovih alternativa ključno je kada se procjenjuje treba li nastaviti lijevanje pod pritiskom za dio koji je prvobitno dizajniran oko 6061.
| Legura | Si sadržaj (%) | UTS (MPa) | Primarni slučaj upotrebe |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Opća namjena; najraširenija legura za lijevanje pod pritiskom na globalnoj razini |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Složeni dijelovi tankih stijenki; bolja fluidnost od A380 |
| A360 | 9,0 – 10,0 | ~317 | Nepropusnost na pritisak, otpornost na koroziju |
| A413 | 11.0 – 13.0 | ~296 | Najveća fluidnost; hidrauličke komponente, složeni odljevci |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Do ~350 (T5/T7) | Strukturni odljevci za automobile; toplinski obradiv |
| 6061 | 0,40 – 0,80 | 310 (T6, kovani) | Ekstruzija, kovanje, strojna obrada — ne lijevanje pod pritiskom |
Samo A380 predstavlja procjenu 60% ili više svih aluminijskih odljevaka proizvedenih u Sjevernoj Americi . Njegova kombinacija dobrih mehaničkih svojstava, izvrsne livljivosti i razumne cijene čini ga standardnim u industriji. Kada dizajneri trebaju aluminij lijevani pod pritiskom veće čvrstoće koji se može toplinski obraditi, oni se sve više okreću legurama kao što su Silafont-36 ili Aural-2, koje su projektirane od temelja da kombiniraju dobro ponašanje pri lijevanju pod pritiskom sa sposobnošću da odgovore na starenje - nešto što 6061 ne može isporučiti u obliku tlačnog lijeva.
Kada inženjeri specificiraju 6061 i zašto mijenjaju
U mnogim scenarijima razvoja proizvoda, inženjeri specificiraju 6061 rano u projektu jer su upoznati s njim ili zato što su prototipovi strojno izrađeni od 6061 gredica. Kada obujam proizvodnje poraste i lijevanje pod pritiskom postane privlačno za smanjenje troškova, pitanje hoće li zadržati 6061 postaje stvarna točka odluke. Tipičan ishod je prelazak na kompatibilniju leguru za tlačni lijev, ali logiku vrijedi detaljno ispitati.
Zahtjevi mehaničkih svojstava
Inženjeri često specificiraju 6061-T6 zbog njegove vlačne čvrstoće od približno 310 MPa i granice razvlačenja od 276 MPa. Pitanje je jesu li ova svojstva stvarno potrebna aplikaciji ili su odabrana konzervativno na temelju poznavanja. Tlačno lijevani A380 postiže UTS od oko 317 MPa, vrlo blizu 6061-T6, i granicu razvlačenja od otprilike 159 MPa. Za primjene u kojima je čvrstoća tečenja kritični parametar — kao što su strukturni nosači ili nosiva kućišta — A380 može biti nedovoljan, a inženjer ima dvije mogućnosti: dizajnirati geometriju s dodatnom debljinom stijenke za kompenzaciju ili se prebaciti na leguru za toplinsku obradu kao što je Silafont-36, koja može doseći granicu tečenja od 240 MPa ili više nakon obrade T5/T7.
Otpornost na koroziju
6061 je poznat po dobroj otpornosti na koroziju, posebno u morskim i vanjskim okruženjima. A380 sadrži veći udio bakra (do 3,5%), što smanjuje njegovu otpornost na koroziju u usporedbi s 6061. Ako dio treba biti otporan na slanu prskalicu ili se koristiti u obalnom okruženju bez premaza, A380 može zahtijevati površinsku obradu. A360 je alternativna legura za lijevanje pod pritiskom s niskim udjelom bakra koja pruža bolju otpornost na koroziju, a često se navodi kada su eloksiranje ili prevlake kromatne konverzije dio procesa.
Anodizacija i završna obrada površina
6061 iznimno dobro anodizira. Sastav s niskim sadržajem željeza i bakra stvara bistar, konzistentan sloj anodnog oksida. Legure za tlačni lijev, osobito one s visokim sadržajem silicija, slabo se anodiziraju — čestice silicija ostaju neanodizirane i pojavljuju se kao tamnosive ili crne mrlje u oksidnom sloju, čineći dekorativno svijetlo anodiziranje gotovo nemogućim. Ako dio zahtijeva prozirnu ili obojenu anodizaciju iz estetskih razloga, lijevanje pod pritiskom je pogrešan postupak bez obzira na leguru. Lijevanje u pijesak ili gravitacijsko trajno lijevanje u kalupe s 6061 ili sličnim legurama kovanog sastava, nakon čega slijedi obrada T6, bolji je put za anodizirane dijelove pri umjerenim volumenima.
Obradivost
6061 je užitak strojiti. Proizvodi čiste strugotine, drži uske tolerancije i dobro prihvaća urezivanje navoja i urezivanje navoja. Legure za tlačni lijev općenito su teže na alatima za rezanje zbog sadržaja abrazivnog silicija, iako je A380 i dalje prilično pogodan za obradu prema standardima tlačnog lijeva. Ako je nakon lijevanja potrebna značajna naknadna strojna obrada - na primjer, precizne bušotine, umetci s navojem ili niske tolerancije ravnosti - to treba uzeti u obzir u ukupnoj usporedbi troškova procesa između tlačnog lijevanja s A380 i alternativnih procesa koji koriste 6061.
Alternativni proizvodni procesi za aluminij 6061
Budući da 6061 nije prikladan za lijevanje pod pritiskom, inženjeri koji trebaju svojstva materijala 6061 trebali bi razmotriti sljedeće proizvodne procese, svaki sa svojim kompromisima u pogledu mogućnosti geometrije, završne obrade površine, cijene i skalabilnosti volumena.
CNC obrada iz trupaca ili ekstruzije
Za male do srednje količine — obično ispod 1000 dijelova godišnje — strojna obrada 6061 trupaca ili materijala za ekstruziju često je najisplativiji pristup. 6061 strojeva pri velikim brzinama s izvrsnim vijekom trajanja alata. Kompetentna CNC radionica može rutinski održavati tolerancije od ±0,025 mm (±0,001 in). Ograničenje je rasipanje materijala (omjeri kupnje i letenja mogu biti visoki za složene dijelove) i vrijeme ciklusa za zamršene geometrije. Za proizvodnju velike količine, trošak strojne obrade po dijelu brzo premašuje trošak lijevanja.
Lijevanje u pijesak i trajno lijevanje u kalupe
6061 može se lijevati u pijesak ili gravitacijski ulijevati u trajne kalupe. Ovi procesi uključuju niže tlakove ubrizgavanja nego lijevanje pod pritiskom, dajući leguri vremena da ispuni kalup. Lijevanje u pijesku 6061 koristi se u zrakoplovnoj i obrambenoj industriji , gdje zahtjevi za certifikaciju materijala nalažu sastav legure i reakciju na toplinsku obradu, a ne dopuštaju zamjenu standardnom legurom za tlačni lijev. Granica razvlačenja odljevaka od pijeska 6061 obrađenih T6 obično pada u rasponu od 220-260 MPa, nešto ispod kovanog broja, ali dovoljno za mnoge konstrukcijske primjene. Troškovi alata za lijevanje u pijesak su niski (ispod 5000 dolara u mnogim slučajevima), što ga čini održivim u količinama od jednog prototipa do nekoliko tisuća dijelova godišnje.
Kovanje
6061 jedna je od najčešće kovanih aluminijskih legura. Kovanje poravnava zrnatu strukturu duž linija naprezanja dijela, proizvodeći mehanička svojstva koja nadilaze i lijevane i strojno obrađene dijelove. Kovani 6061-T6 može postići vlačnu čvrstoću od 330–350 MPa i granice razvlačenja 295–310 MPa — značajno viši od specifikacije standardne kovane ploče. Zrakoplovne konstrukcijske komponente, komponente bicikala i dijelovi automobilskog ovjesa često se kuju od 6061. Nedostatak je to što su kalupi za kovanje skupi (često 20 000 USD – 80 000 USD po kompletu matrica), a postupak je najprikladniji za dijelove s relativno jednostavnom geometrijom i bez potkopa.
Istiskivanje
Ekstruzija je nedvojbeno izvorni proces 6061. Legura teče kroz kalup za proizvodnju dugih, konstantnih profila poprečnog presjeka velikom brzinom. Kalupi za istiskivanje koštaju 500–3000 USD za jednostavne profile, što ovaj postupak čini dostupnim čak i pri malim količinama. Mogući su složeni presjeci sa šupljim komorama. Sekundarne operacije poput piljenja na duljinu, bušenja, bušenja i savijanja pretvaraju ekstrudirani 6061 u gotove strukturne komponente. Ograničenje je da poprečni presjek mora biti ujednačen duž duljine — ekstruzija ne može proizvesti trodimenzionalnu složenost koju postiže lijevanje pod pritiskom.
Thixocasting i reocasting (prerada u polučvrstom stanju)
Obrada polučvrstog metala (SSM) je nišna, ali relevantna opcija. Kod tiksolijevanja, posebno pripremljena gredica od 6061 s tiksotropnom mikrostrukturom zagrijava se u polukruto područje i ubrizgava u matricu. Budući da je materijal djelomično čvrst, teče predvidljivije, s manje turbulencije i manje poroznosti od konvencionalnog lijevanja pod pritiskom. Istraživačke studije su to pokazale thixocast 6061-T6 može postići vlačnu čvrstoću od 280–310 MPa , vrlo blizu kovanog mjerila. Ograničenje je trošak: proces pripreme gredica (metode SIMA ili MHD) povećava troškove, a procesni prozor je uzak i zahtijeva strogu kontrolu temperature. SSM obrada 6061 koristi se u automobilskim i zrakoplovnim komponentama gdje mehanička izvedba i složena geometrija moraju koegzistirati, ali to nije glavni proizvodni proces.
Lijevanje pod visokim tlakom u odnosu na postupke niskog tlaka i gravitacije: Utjecaj na održivost 6061
Vrijedno je razlikovati različite obitelji procesa lijevanja jer se izazovi s 6061 značajno razlikuju ovisno o tlaku punjenja i brzini.
- Lijevanje pod visokim pritiskom (HPDC) : Pritisak ubrizgavanja od 10.000–30.000 psi, vrijeme punjenja od 10–100 ms. 6061 je potpuno neprikladan. Kombinacija niske fluidnosti, podložnosti vrućim pukotinama i lemljenjem čini pouzdanu proizvodnju nemogućom u komercijalnoj mjeri.
- Lijevanje pod niskim pritiskom (LPDC) : Pritisci od 5–15 psi (0,03–0,1 MPa), mnogo sporije brzine punjenja. 6061 bolje stoji ovdje. LPDC se koristi za proizvodnju kotača i nekih strukturnih automobilskih odljevaka. Sporije punjenje smanjuje turbulenciju i omogućuje prihvatljive performanse nekih legura s manjom fluidnošću. 6061 može se lijevati pod niskim pritiskom uz pravilno upravljanje temperaturom, iako zahtijeva pažljivu kontrolu procesa.
- Gravitacijski trajni kalup (GPM / hladno lijevanje) : Nema primijenjenog pritiska; metal se puni gravitacijom. Ovo je postupak lijevanja koji najviše oprašta za 6061 u smislu kompatibilnosti legure. GPM odljevci u 6061 mogu se pouzdano T6 toplinski obraditi i postići korisna strukturna svojstva. Površinska obrada i konzistencija dimenzija su inferiorni u odnosu na HPDC, ali je postupak daleko pristupačniji za ovu leguru.
- Lijevanje pod vakuumom : Varijanta HPDC-a gdje se u šupljini kalupa prije ubrizgavanja stvara vakuum kako bi se smanjila poroznost. Iako vakuumska pomoć poboljšava gustoću dijelova i omogućuje toplinsku obradu u standardnim legurama za tlačni lijev, ona ne rješava temeljne probleme fluidnosti ili pucanja u vrućem stanju povezane s 6061 u HPDC kontekstu.
Praktičan zaključak je da ako lijevanje pod pritiskom konkretno znači HPDC - što se događa u većini industrijskih razgovora - onda 6061 treba izbjegavati. Ako su procesi niskog tlaka ili gravitacije unutar opsega, 6061 postaje održiva opcija, posebno za strukturne dijelove koji zahtijevaju T6 toplinsku obradu.
Usporedba troškova: lijevanje pod pritiskom s A380 naspram alternativnih procesa s 6061
Trošak je jedan od najčešćih pokretača iza pitanja treba li lijevati 6061 pod pritiskom - dizajner obično želi svojstva materijala 6061, ali ekonomičnost lijevanja pod pritiskom po dijelu. Sljedeća usporedba koristi reprezentativni strukturni stambeni dio umjerene složenosti kao referencu.
| Proces | Legura | Trošak alata (približno) | Trošak po dijelu 10 tisuća godišnje | Je li moguća toplinska obrada? |
|---|---|---|---|---|
| HPDC | A380 | 30.000 – 100.000 USD | 2–8 dolara | Ograničeno (rizik od poroznosti) |
| HPDC (strukturni) | Silafont-36 | 30.000 – 100.000 USD | 3–10 dolara | Da (potpomognuto vakuumom) |
| Gravitacija Perm. Plijesan | 6061 | 5.000 – 20.000 USD | 8–20 dolara | Da (T6 moguće) |
| Lijevanje u pijesak | 6061 | 1000–8000 USD | 15–40 dolara | Da (T6 moguće) |
| CNC obrada | 6061 gredica | $0 – $5,000 (određeno vrijeme) | 20–80 dolara | Da (prethodno tretirani dio) |
Podaci pokazuju da HPDC s A380 ili strukturnom legurom za tlačno lijevanje daje najnižu cijenu po dijelu pri velikim količinama, ali zahtijeva prihvaćanje materijala koji nije 6061. Ako je 6061 doista potreban — na primjer, zbog specifikacija materijala za zrakoplovstvo ili posebnih zahtjeva za certificiranje korozije — tada su gravitacijsko lijevanje ili strojna obrada ekonomski racionalni putevi, prihvaćajući višu cijenu po dijelu u zamjenu za ispravnu leguru.
Alternative u nastajanju: kovane legure za tlačni lijev
Industrija nije zanemarila potražnju za tlačno lijevanim aluminijem sa svojstvima bližim 6061. Nekoliko razvijača legura i stručnjaka za ljevaonice uveli su legure dizajnirane da premoste jaz između standardnih legura za tlačni lijev i kovanih serija sastava. To je vrijedno znati za inženjere koji procjenjuju svoje mogućnosti.
Castasil-37 (Al-Si-Mg, malo željeza)
Razvijen od strane Rheinfelden Alloys, Castasil-37 sadrži približno 9-11% silicija s vrlo niskim udjelom željeza (ispod 0,15%) i kontroliranim magnezijem. Njegov nizak sadržaj željeza dramatično smanjuje tendenciju lemljenja u kalupu u usporedbi sa standardnim legurama, a legura se može lijevati pod pritiskom za proizvodnju tankih, složenih presjeka. Ne odgovara punom odzivu toplinske obrade 6061, ali njegova svojstva lijevanog su konkurentna mnogim aplikacijama koje bi inače uzele u obzir 6061.
Aural-2 i Aural-5
To su primarne aluminijske legure razvijene posebno za konstrukcijske odljevke visokog integriteta, posebno u automobilskom sektoru gdje performanse u slučaju sudara zahtijevaju i visoku čvrstoću i visoku duktilnost. Aural-2 postiže vrijednosti istezanja od 10–15% u stanju T7 , što je usporedivo s 6061-T6. Ove se legure mogu lijevati pod tlakom pomoću HPDC-a potpomognutog vakuumom, a zatim toplinski obraditi bez značajnog stvaranja mjehurića, što predstavlja najbližu moguću aproksimaciju 6061 svojstva u obliku tlačnog lijeva.
Hpdc-optimizirane legure serije 6xxx (Faza istraživanja)
Akademske i industrijske istraživačke skupine razvijale su modificirane legure serije 6xxx s povećanim dodacima silicija namijenjene poboljšanju performansi tlačnog lijevanja dok su zadržale nešto od reakcije otvrdnjavanja starenjem. Oni još nisu komercijalno uspostavljeni u velikom obimu, ali rezultati pilot proizvodnje objavljeni u časopisima kao što je Journal of Materials Processing Technology sugeriraju da legure s 3-5% Si i uravnoteženim dodacima Mg mogu postići vlačnu čvrstoću od 280-300 MPa nakon obrade T5 iz HPDC-a. Ovo je i dalje aktivno područje razvoja nego opcija gotove proizvodnje.
Vodič za praktično odlučivanje: Odabir između 6061 i legura za tlačni lijev
Sljedeći okvir za odlučivanje namijenjen je pomoći inženjerima i dizajnerima proizvoda da brzo identificiraju pravi put za njihovu specifičnu situaciju.
- Ako vaš godišnji volumen premaši 5000 dijelova a složenost geometrije je visoka, lijevanje pod pritiskom s A380 ili strukturnom legurom gotovo je sigurno ispravan proces — ponovno procijenite jesu li svojstva 6061 uistinu potrebna ili su jednostavno poznata.
- Ako je za gotovi dio potrebna dekorativna anodizacija, lijevanje pod pritiskom potpuno je pogrešan postupak. Koristite ekstruziju ili strojno obrađenu 6061 s odgovarajućom površinskom obradom.
- Ako se od lijevanog dijela zahtijeva granica razvlačenja iznad 200 MPa, procijenite HPDC potpomognut vakuumom sa Silafont-36 ili Aural-2 prije nego što pribjegnete procesu gravitacijskog lijevanja s 6061.
- Ako je specifikaciju legure utvrdio kupac, regulatorno tijelo ili zrakoplovni standard koji citira 6061, nemojte ga zamijeniti. Koristite gravitacijsko lijevanje, lijevanje u pijesak ili kovanje.
- Ako je obujam manji od 1000 dijelova godišnje i geometrija to dopušta, CNC obrada od 6061-T6 zaliha će dati najbolja mehanička svojstva uz najmanja ulaganja u alate.
- Ako su ušteda težine i strukturna učinkovitost primarni pokretači, razmislite je li kovani 6061 opravdan — otkovci mogu smanjiti težinu dijela za 15–30% u usporedbi s ekvivalentnim lijevanim dijelom jer superiorni omjer čvrstoće i težine omogućuje tanje dijelove.
Ne postoji pojedinačni odgovor koji odgovara svakom proizvodu. Ali dosljedan konsenzus industrije je jasan: nemojte pokušavati lijevanje pod visokim pritiskom s aluminijem 6061 ako su cilj pouzdani rezultati proizvodne kvalitete. Metalurška neusklađenost između sastava 6061 i zahtjeva procesa tlačnog lijevanja nije inženjerski izazov koji treba prevladati optimizacijom procesa — to je temeljni problem odabira materijala koji se najbolje rješava odabirom prave legure za pravi proces od samog početka.