Koliko dugo traje Lijevanje pod pritiskom uzeti? Izravan odgovor
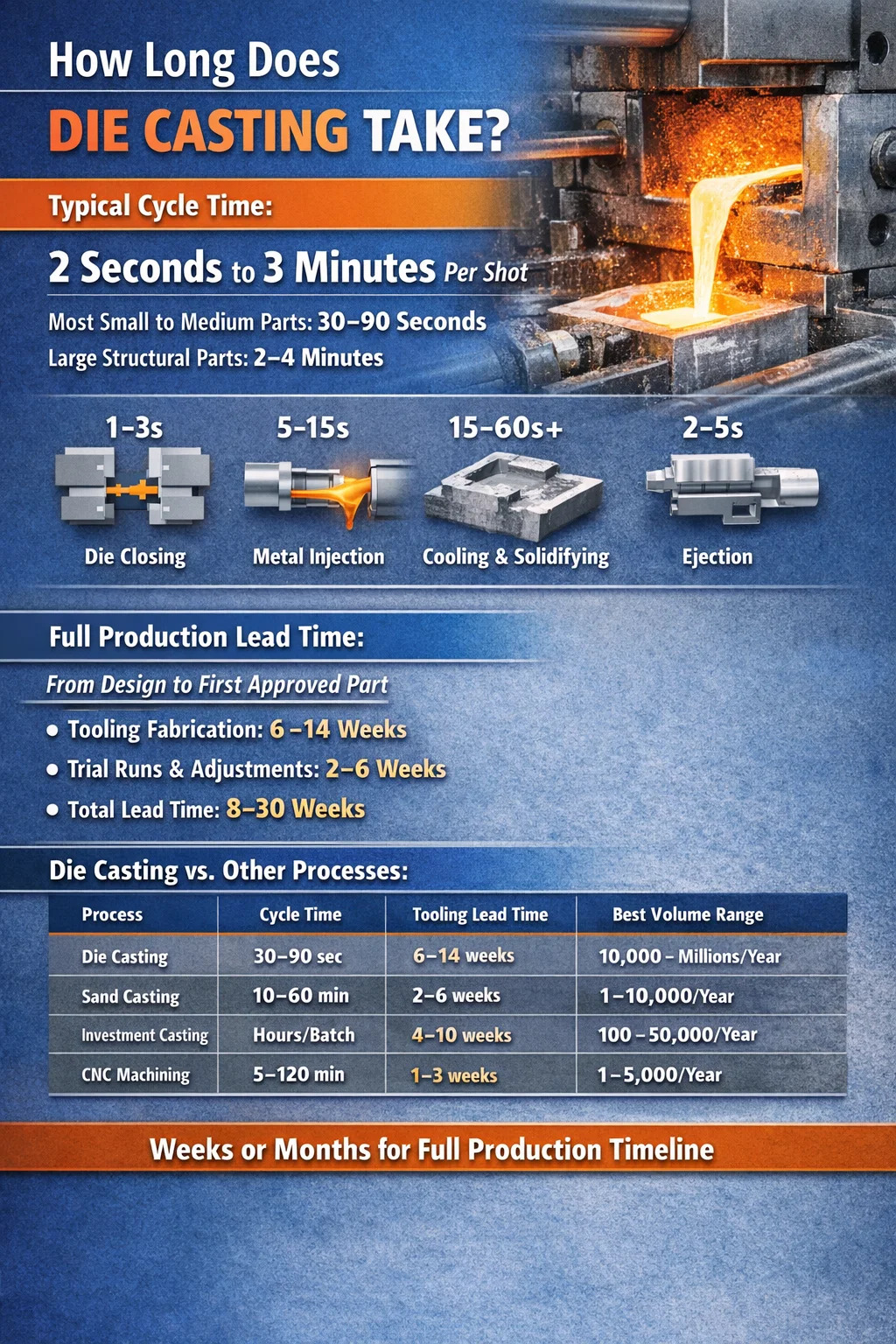
Jedan ciklus tlačnog lijevanja obično traje bilo gdje 2 sekunde do 3 minute , ovisno o veličini dijela, vrsti legure, debljini stijenke i konfiguraciji stroja. Za većinu malih do srednjih aluminijskih ili cinčanih komponenti — vrsta koje se koriste u automobilskim nosačima, kućištima i potrošačkoj elektronici — realno vrijeme ciklusa pada između 30 i 90 sekundi . Veliki strukturni dijelovi od magnezija ili aluminija za električna vozila mogu pomaknuti taj prozor na 2-4 minute po snimci.
Ta brojka vremena ciklusa govori samo dio priče. Prije nego što prvi dobar dio siđe s trake, operacija tlačnog lijevanja uključuje izradu alata (koja može potrajati 6-14 tjedana), postavljanje stroja, predgrijavanje kalupa, probne snimke i validaciju dimenzija. Od sirovog dizajna do odobrenog proizvodnog dijela, puni rok se mjeri u tjednima ili mjesecima, a ne u sekundama.
Razumijevanje ciklusa po snimci i ukupnog vremenskog okvira proizvodnje pomaže kupcima, inženjerima i operativnim timovima postaviti realna očekivanja i izbjeći skupe pogreške u rasporedu.
Proces lijevanja pod pritiskom: Vremenska analiza faza po faza
Svaki ciklus lijevanja pod pritiskom sastoji se od nekoliko uzastopnih faza. Svaki od njih troši vrijeme i kašnjenja u bilo kojoj fazi kaskade u cjelokupni ciklus. Evo što se zapravo događa unutar svake snimke:
Zatvaranje i stezanje matrice
Dvije polovice matrice - fiksna polovica matrice i polovica matrice za izbacivanje - spajaju se i zaključavaju pod velikom silom stezanja. Za stroj s hladnom komorom od 400 tona ovaj korak traje otprilike 1–3 sekunde . Veći strojevi s većom nosivošću pomiču veću masu i može im trebati 3–5 sekundi samo za zatvaranje i potvrdu zaključavanja. Nedovoljna sila stezanja dovodi do nedostataka bljeskalice, tako da se ovaj korak ne može samovoljno žuriti.
Injekcija metala
Rastaljeni metal se pod pritiskom gura u šupljinu matrice. Kod tlačnog lijevanja u vrućoj komori — koje se uglavnom koristi za legure cinka, olova i kositra — mehanizam za ubrizgavanje je uronjen u talinu, tako da je vrijeme punjenja iznimno brzo: 0,01 do 0,5 sekundi . Kod tlačnog lijevanja u hladnoj komori — koje se koristi za aluminij, bakar i magnezij — metal se prvo mora sipati u zasebnu čahuru, dodajući nekoliko sekundi prije početka ubrizgavanja. Stvarno punjenje šupljine u procesima hladne komore i dalje se događa 0,01 do 0,1 sekundi , ali ukupna faza ubrizgavanja, uključujući lijevanje, bliža je 5–15 sekundi.
Stvrdnjavanje i hlađenje
Ovo je najduža faza u većini ciklusa tlačnog lijevanja. Nakon ubrizgavanja, metal se mora dovoljno ohladiti da razvije dovoljnu strukturnu krutost za izbacivanje bez izobličenja. Vrijeme hlađenja ovisi o geometriji dijela, debljini stjenke, svojstvima legure i tome koliko su dobro projektirani i održavani kanali za hlađenje vodom matrice.
Dijelovi od cinka tankih stijenki (stijenke 1,5–2,5 mm) mogu se skrutiti 3–8 sekundi . Obično su potrebni aluminijski dijelovi sa stijenkama od 3–5 mm 15–40 sekundi . Mogu biti potrebni debeli strukturni aluminijski odljevci s presjecima od 6–10 mm 60–120 sekundi ili više. Smanjenje vremena hlađenja bez izazivanja poroznosti ili savijanja jedan je od primarnih inženjerskih izazova u velikom volumenu tlačnog lijevanja.
Otvaranje matrice i izbacivanje dijela
Nakon što je dio dovoljno čvrst, matrica se otvara i igle za izbacivanje guraju odljevak iz šupljine. Ovaj mehanički slijed obično traje 2–5 sekundi . Dijelovi padaju na pokretnu traku ili u spremnik za gašenje. Sila izbacivanja mora se pažljivo kalibrirati - premala i dio se zalijepi; previše i tanke značajke slomiti ili deformirati.
Podmazivanje matrice i ponovno postavljanje
Nakon izbacivanja, roboti ili sustavi raspršivanja nanose mazivo za otpuštanje matrice (obično na bazi vode) na površine šupljine. To sprječava lijepljenje i pomaže u upravljanju temperaturom matrice. Vrijeme prskanja varira od 2 do 10 sekundi ovisno o složenosti matrice i broju raspršivača. Ciklusi ispuhivanja za uklanjanje viška maziva dodaju još 1-3 sekunde. Kocka se tada zatvara i započinje sljedeći ciklus.
Tipična vremena ciklusa po leguri i vrsti dijela
Različite legure imaju različita toplinska svojstva, pritiske ubrizgavanja i ponašanja skrućivanja. Donja tablica prikazuje reprezentativna vremena ciklusa za uobičajene materijale za tlačno lijevanje u kategorijama veličina dijelova:
| Legura | Veličina dijela | Tipično vrijeme ciklusa | Vrsta procesa |
|---|---|---|---|
| cink (zamak) | Mali (<100g) | 2–10 sekundi | Topla komora |
| cink (zamak) | Srednje (100–500 g) | 10–30 sekundi | Topla komora |
| Aluminij (ADC12 / A380) | Mali (<300g) | 20–45 sekundi | Hladna komora |
| Aluminij (ADC12 / A380) | Srednje (300g–2kg) | 45–90 sekundi | Hladna komora |
| Aluminij (strukturni) | Veliki (>2 kg) | 90–180 sekundi | Hladna komora |
| magnezij (AZ91D) | Mali do srednji | 15–50 sekundi | Topla ili hladna komora |
| Bakar / mesing | Mali do srednji | 30–90 sekundi | Hladna komora |
Cink dosljedno proizvodi najkraća vremena ciklusa zbog svoje niže točke taljenja (otprilike 380–420°C), bržeg skrućivanja i kompatibilnosti sa strojevima s vrućim komorama koji eliminiraju korak lijevanja. Aluminiju je potrebno znatno duže vrijeme hlađenja zbog veće toplinske mase i temperature lijevanja (620–680°C). Legure bakra, s temperaturama lijevanja iznad 900°C, zahtijevaju robusne materijale za kalupe i produljeno hlađenje, što ih čini među najsporijima u lijevanju pod pritiskom.
Čimbenici koji kontroliraju koliko dugo traje lijevanje pod pritiskom
Vrijeme ciklusa nije proizvoljan broj koji dodjeljuje proizvođač stroja. To proizlazi iz specifičnih fizičkih i procesnih varijabli koje inženjeri mogu mjeriti, modelirati i - u značajnoj mjeri - kontrolirati. Najutjecajniji čimbenici su:
Debljina stijenke i geometrija dijela
Vrijeme hlađenja se grubo mjeri s kvadratom debljine stijenke. Udvostručite debljinu stjenke i približno ćete učetverostručiti potrebno vrijeme hlađenja, sve ostalo jednako. Dio s nominalnom stijenkom od 3 mm koji se hladi za 20 sekundi trebat će otprilike 80 sekundi ako se redizajnira na 6 mm. Zbog toga se pregledi dizajna za proizvodnost (DFM) dosljedno zalažu za ujednačene, tanke stijenke — ne samo da bi se uštedio materijal, već da bi se vremena ciklusa i troškovi po komadu držali podnošljivima.
Geometrija također utječe na vrijeme punjenja. Složene šupljine s uskim kanalima, tankim rebrima i višestrukim jezgrama zahtijevaju sporije brzine ubrizgavanja ili rizik od poroznosti izazvane turbulencijama. Dijelovi s dubokim džepovima ili udubljenjima trebaju bočne radnje (klizne jezgre) koje dodaju mehaničke korake sekvencama otvaranja i zatvaranja.
Upravljanje temperaturom matrice
Temperatura matrice ima izravan i snažan učinak na vrijeme ciklusa. Previše hladne matrice uzrokuju prerano skrućivanje, neispravan rad i hladna zatvaranja. Matrice koje su prevruće produžuju vrijeme hlađenja i rizik od lemljenja (metal se lijepi za matricu). Optimalni raspon temperature kalupa za lijevanje aluminija pod pritiskom je obično 150-250°C na površini šupljine, održava se kombinacijom unutarnjih kanala za hlađenje vodom i vanjskog hlađenja raspršivanjem.
Regulatori temperature matrice (DTC) cirkuliraju zagrijanu vodu ili ulje kroz matricu kako bi stabilizirali temperaturu tijekom pokretanja i održali je tijekom kontinuirane proizvodnje. Dobro osmišljen rashladni krug može skratiti vrijeme skrućivanja za 20–35% u usporedbi s neoptimiziranim kalupom iste geometrije. Loše postavljeni vodovi za hlađenje — predaleko od debelih dijelova — ostavljaju vruće točke koje operatere prisiljavaju na umjetno produljenje vremena hlađenja kako bi izbjegli iskrivljene ili mjehuriće dijelove.
Tonaža i brzina stroja
Strojevi veće tonaže pokreću teže ploče i zahtijevaju više vremena za hod otvaranja i zatvaranja matrice, čak i kod brzih hidrauličkih ili električnih pogona. Stroj od 160 tona mogao bi dovršiti ciklus stezanja za 1,5 sekundu; stroju od 2000 tona koji radi konstrukcijske dijelove automobila može trebati 5-8 sekundi samo za stezanje. Električni strojevi za tlačno lijevanje (na servo pogon) općenito postižu brže i ponovljivije pokrete stezanja i ubrizgavanja od starijih strojeva samo s hidraulikom, često podrezivanje 2-5 sekundi po ciklusu na dijelovima srednje veličine.
Broj šupljina
Matrice s više šupljina proizvode više dijelova po udarcu bez proporcionalnog povećanja vremena ciklusa. Matrica s jednom šupljinom za mali cink konektor može raditi 15 sekundi po ciklusu, dajući 4 udarca u minuti. Matrica sa 16 šupljina za isti dio na istom stroju i dalje radi otprilike 15-20 sekundi po ciklusu, ali sada proizvodi 16 dijelova po ciklusu umjesto jednog — čime se učinkovito smanjuje vrijeme po komadu sa 15 sekundi na manje od 1,5 sekunde. Kompromis je veća cijena matrice (cinčana matrica sa 16 šupljina može koštati 80 000 – 150 000 USD naspram 15 000 – 30 000 USD za jednu šupljinu) i složenija kontrola kvalitete.
Razina automatizacije
Ručne operacije — gdje operater lije metal, ručno uklanja dijelove i raspršuje matricu ručnim pištoljem — uvode varijabilnost vremena ciklusa od 10-30%. Robotska ekstrakcija, automatizirani sustavi raspršivanja i integrirane preše za obrezivanje uklanjaju ovu varijabilnost. U potpuno automatiziranim pogonima velike količine za proizvodnju automobilskih dijelova, varijacije od ciklusa do ciklusa rutinski se održavaju ispod 1 sekunde, što omogućuje točno predviđanje protoka i dosljednu metaluršku kvalitetu.
Vrijeme isporuke za tlačni lijev: od dizajna do prvog proizvodnog dijela
Za kupce i voditelje projekata, vrijeme ciklusa po snimci često je manje relevantno od ukupnog vremena od narudžbenice do prve odobrene isporuke. Ova vremenska linija podijeljena je u nekoliko različitih faza:
Dizajn i izrada alata
Kalupi za tlačno lijevanje složeni su, precizno strojno obrađeni alati izrađeni od H13 čelika za alate za vruće radove ili ekvivalentnih vrsta. Alat za aluminijsko tlačno lijevanje srednje složenosti — jedna šupljina, umjerena geometrija, bez bočnih djelovanja — obično zahtijeva 6–10 tjedana izraditi prema odobrenom dizajnu. Mogu potrajati matrice s višestrukim bočnim radnjama, složeno unutarnje hlađenje ili uske tolerancije dimenzija 10-16 tjedana . Trošak alata kreće se od približno 15.000 USD za jednostavnu cink matricu do preko 300.000 USD za veliku strukturnu aluminijsku matricu s vakuumskim sustavima i višestrukim jezgrama.
Dobavljači u Kini i jugoistočnoj Aziji često navode 4-6 tjedana za izradu alata, ali to često isključuje cikluse pregleda dizajna i može uključivati komprimirane vremenske okvire koji povećavaju broj probnih snimaka i odgađaju odobrenje dijelova.
Probni udarci i kvalifikacija dijela
Nakon što je matrica postavljena na stroj, proces počinje s T1 (prvim probnim) udarcima. Ove početne snimke koriste se za uspostavljanje osnovnih parametara procesa — brzina ubrizgavanja, tlak punjenja, temperatura kalupa i vrijeme hlađenja. Izuzetno je rijetko da kalup proizvede usklađene dijelove prvog dana ispitivanja. Proračun većine programa 2–4 kruga ispitivanja tijekom 2-6 tjedana za podešavanje procesa, rješavanje odstupanja u dimenzijama i rješavanje površinskih nedostataka.
Tlačni odljevci za automobilsku industriju zahtijevaju PPAP (Production Part Approval Proces) ili ekvivalentnu dokumentaciju, uključujući izvješća o dimenzijama, certifikate materijala i studije sposobnosti procesa (Cpk ≥ 1,67 za kritične značajke). Ova faza dokumentacije može dodati još 2-4 tjedna nakon što dijelovi prođu inspekciju dimenzija.
Sažetak ukupnog vremena isporuke
- Jednostavan dio, bez bočnih radnji, nije automobilski: 8–14 tjedana od narudžbe alata do prve odobrene pošiljke
- Srednje složeni automobilski lijev pod pritiskom: 14-22 tjedna
- Veliki strukturni dio s vakuumskim lijevanjem pod pritiskom i PPAP: 20-30 tjedana
- Lijevanje prototipa pod pritiskom (meki alati, aluminijski ili kirksite kalupi): 2–4 tjedna , ograničeni volumen, manja točnost
Lijevanje pod pritiskom u vrućoj komori nasuprot hladnoj komori: usporedba vremena
Dvije glavne kategorije procesa lijevanja pod pritiskom značajno se razlikuju u brzini zbog svoje temeljne mehaničke arhitekture:
Lijevanje pod pritiskom u vrućoj komori
U strojevima s vrućom komorom, cilindar za ubrizgavanje (gooseneck) trajno je uronjen u kupku rastaljenog metala. Kada se klip uvuče, metal automatski ispunjava komoru. Kada napreduje, metal se gura kroz guščji vrat i ulazi u matricu. Budući da nema zasebnog koraka za ulijevanje, vremena ciklusa su dramatično kraća — mali dijelovi od cinka mogu raditi 300-500 hitaca na sat na kalupima s više šupljina. Ovaj je postupak ograničen na legure niskog tališta (cink, olovo, kositar, malo magnezija) jer više temperature brzo razgrađuju uronjene komponente.
Tlačni lijev u hladnoj komori
Strojevi s hladnom komorom drže mehanizam za ubrizgavanje odvojen od peći za taljenje. Operater ili automatizirani robot lonac prenosi izmjerenu količinu metala u čahuru prije svakog ciklusa. Ovo dodaje 5–15 sekundi po ciklusu u usporedbi s vrućom komorom, ali omogućuje obradu visokotemperaturnih legura poput aluminija, magnezija i bakra koje bi uništile potopljeni guščji vrat. Većina lijevanja pod pritiskom po težini - osobito automobilskih aluminijskih dijelova - koristi strojeve s hladnim komorama.
U praktičnom smislu, konektor od cinka proizveden na stroju s vrućom komorom može koštati 0,08–0,25 USD po komadu samo u vremenu ciklusa. Ista geometrija dijela redizajnirana u aluminiju na stroju s hladnom komorom mogla bi imati troškove vezane uz vrijeme ciklusa od 0,40 do 1,20 USD po komadu - stvarni pokretač troškova u aplikacijama potrošačke elektronike velike količine gdje stotine milijuna jedinica godišnje čine svaku sekundu.
Kako se lijevanje pod pritiskom uspoređuje s drugim proizvodnim procesima u brzini
Lijevanje pod pritiskom jedna je od najbržih metoda za proizvodnju složenih metalnih dijelova u velikom broju, ali njegova prednost u brzini je najizraženija u velikim količinama. Usporedba s drugim uobičajenim procesima oblikovanja metala pojašnjava gdje stoji lijevanje pod pritiskom:
| Process | Vrijeme ciklusa (srednji dio) | Vrijeme izrade alata | Najbolji raspon glasnoće |
|---|---|---|---|
| Lijevanje pod pritiskom | 30–90 sekundi | 6–14 tjedana | 10 000–milijuna godišnje |
| Lijevanje u pijesak | 10–60 minuta | 2–6 tjedana | 1–10 000/godišnje |
| Investicijski lijev | Sati po seriji | 4–10 tjedana | 100–50 000 godišnje |
| CNC obrada | 5–120 minuta | 1–3 tjedna (raspored utakmica) | 1–5000/godišnje |
| Trajni kalup za lijevanje | 2–10 minuta | 4–8 tjedana | 1.000–100.000 godišnje |
Brzinska prednost tlačnog lijevanja u odnosu na lijevanje u pijesak i livenje po kalupu je značajna — često 10x do 50x brže po dijelu kada radi pri punoj proizvodnji. Ta prednost u brzini, u kombinaciji s izvrsnom ponovljivošću dimenzija (tolerancije od ±0,1 mm na nekritičnim značajkama se rutinski održavaju), objašnjava zašto lijevanje pod pritiskom dominira u proizvodnji automobila, potrošačke elektronike i uređaja u količinama većim od otprilike 10 000 dijelova godišnje.
Strategije za smanjenje vremena ciklusa tlačnog lijevanja
U proizvodnji velike količine, čak i smanjenje vremena ciklusa od 5 sekundi izravno se pretvara u mjerljive uštede troškova. Dio koji radi 60 sekundi po ciklusu na stroju sa stopom opterećenja od 120 USD po satu košta 2,00 USD po ciklusu. Smanjite to na 50 sekundi i cijena po komadu pada na 1,67 USD — smanjenje od 16,5% bez promjene materijala, rada ili režijskih troškova. S 1 milijun dijelova godišnje, to je 330.000 dolara godišnje uštede od jednog poboljšanja procesa. Najučinkovitije strategije smanjenja trajanja ciklusa su:
Optimizirajte dizajn rashladnog kruga
Konformno hlađenje - gdje rashladni kanali slijede konturu šupljine umjesto da teku ravnim linijama - može smanjiti vrijeme hlađenja za 20-40% u usporedbi s konvencionalnim izbušenim kanalima. Konformni kanali proizvode se aditivnom proizvodnjom (3D ispis umetaka od alatnog čelika) i postavljaju vodu za hlađenje mnogo bliže složenim površinama. Unaprijed premija za troškove alata (obično 10.000 – 40.000 USD dodatno po kompletu umetaka) brzo se vraća u programima velike količine.
Pravilno koristite pritisak pojačanja
Primjena visokog tlaka pojačanja (tlak 2. faze) odmah nakon punjenja šupljine tjera metal u svaki detalj i kompenzira skupljanje tijekom skrućivanja. Pravilno pojačavanje smanjuje mikroporoznost, što zauzvrat omogućuje tanje stijenke — koje se brže hlade. Ovo je neizravan, ali učinkovit put do kraćih vremena ciklusa kroz poboljšano povjerenje dizajna dijelova.
Smanjite temperaturu izbacivanja
Dijelovi se mogu izbaciti na višim temperaturama nego što mnogi operateri pretpostavljaju, pod uvjetom da geometrija nije sklona savijanju i da je igla za izbacivanje ispravna. Testiranje s termičkim slikama i mjerenje krivulje omogućuje timovima da eksperimentalno utvrde minimalno sigurno vrijeme hlađenja. Mnogi proizvodni programi rade 10–20% dulje vrijeme hlađenja nego što je potrebno jednostavno zato što nikada nisu ponovno optimizirani nakon početnog postavljanja.
Implementirajte praćenje procesa u stvarnom vremenu
Moderni strojevi za tlačno lijevanje opremljeni senzorima za tlak u šupljini, brzinu klipa i temperaturu kalupa mogu automatski podešavati parametre procesa od udarca do udarca. Ova prilagodljiva kontrola sprječava previše konzervativna vremena hlađenja koja operateri postavljaju ručno kako bi izbjegli povremene neispravne snimke. Dosljedni procesni uvjeti također smanjuju stope otpada, što učinkovito poboljšava neto protok bez ikakve promjene ciklusa stroja.
Redizajn za ujednačenu debljinu zida
Debela izbočina, rebra ili jastučići koji značajno odstupaju od nominalne debljine stijenke stvaraju vruće točke koje određuju minimalno vrijeme hlađenja za cijeli dio. Izdvajanje debelih dijelova, dodavanje prijelaza radijusa i zamjena čvrstih jastučića rebrastim strukturama može eliminirati ta uska grla. U jednom dokumentiranom redizajnu automobilskog nosača, smanjenje maksimalne stijenke s 8 mm na 5 mm (uz zadržavanje čvrstoće kroz geometriju rebra) skratilo je vrijeme hlađenja sa 75 sekundi na 42 sekunde — smanjenje od 44% koje je premjestilo dio u znatno manju, jeftiniju klasu strojeva.
Poslije lijevanja i njihovi vremenski zahtjevi
Snimak lijevanja pod pritiskom samo je početak. Većina tlačno lijevanih dijelova zahtijeva dodatne operacije prije nego što budu spremni za otpremu ili sastavljanje. Ovi koraci nakon lijevanja dodaju vrijeme — ponekad više od samog ciklusa lijevanja — i moraju se planirati u ukupnom rasporedu proizvodnje:
- Podrezivanje/Uklanjanje svjetla: Uklanjanje bljeskalica (tankih metalnih peraja na linijama razdvajanja) i sustava vodilica/vrata. Ručno uklanjanje svjetla: 30–120 sekundi po dijelu. Automatska preša za podrezivanje: 3–10 sekundi po dijelu.
- Sačmarenje: Čišćenje površine i poboljšanje teksture. Serijski ciklus: 5–15 minuta za punjenje dijelova.
- CNC obrada: Bušenje, narezivanje i precizno glodanje lijevanih površina. Vrijeme uvelike varira: 30 sekundi do 10 minuta, ovisno o značajkama i učvršćenju.
- Toplinska obrada (T5/T6 za aluminij): Tretiranje otopinom i umjetno starenje mogu potrajati 6–24 sata ukupno i zahtijeva planiranje šaržne peći.
- Površinska obrada (eloksiranje, praškasto lakiranje, bojanje): 1–48 sati ovisno o procesu i završnom razredu.
- Pregled i mjerenje dimenzija: CMM inspekcija prvih članaka ili planova uzoraka: 10–60 minuta po dijelu za sveobuhvatna izvješća.
Kada su uključene operacije nakon lijevanja, ukupno vrijeme proizvodnje po dijelu u radionici moglo bi se mjeriti u satima ili danima, a ne u sekundama. Učinkovite proizvodne ćelije kombiniraju robotsku ekstrakciju, inline trim preše i integrirane transportere kako bi se smanjilo vrijeme između operacija i smanjio inventar rada u procesu.
Uobičajene zablude o vremenu lijevanja pod pritiskom
Nekoliko trajnih nesporazuma o vremenskim okvirima lijevanja pod pritiskom uzrokuje probleme u pronalaženju izvora, planiranju programa i procjeni troškova:
"Lijevanje pod pritiskom je uvijek brzo"
Lijevanje pod pritiskom je brzo za velike količine, ponovljenu proizvodnju identičnih dijelova. Nije brz za male količine, jer vrijeme izrade alata dominira vremenskom crtom. Za narudžbu prototipa od 500 komada, vrijeme izrade alata od 10 tjedana čini lijevanje pod pritiskom sporijim od CNC strojne obrade ili čak lijevanja po ulošku u smislu vremena do prvog dijela. Zbog toga lijevanje prototipa pod pritiskom s privremenim aluminijskim alatima postoji kao kategorija — prihvaća kompromitirani vijek trajanja alata kako bi se dijelovi dobili brže.
"Brže trajanje ciklusa uvijek znači niže troškove"
Smanjenje vremena ciklusa ispod minimuma stabilnog procesa povećava stopu otpada i učestalost održavanja matrice. Smanjenje vremena hlađenja od 10 sekundi koje povećava otpad s 2% na 8% štedi vrijeme stroja, ali povećava troškove metala i prerade. Optimalno vrijeme ciklusa smanjuje ukupni trošak po dobrom dijelu - ne samo strojno vrijeme. To zahtijeva da se troškovi otpada i prerade uračunaju zajedno sa stopom opterećenja stroja.
"Vrijeme isporuke koje navodi moj dobavljač je ukupno vrijeme isporuke"
Dobavljači obično navode vrijeme isporuke alata, a ponekad i vrijeme isporuke uzorka T1. Rijetko uključuju vrijeme za iteracije pregleda dizajna, odobrenje dimenzija od strane korisnika, pripremu dokumentacije za PPAP ili logistiku. Kupci koji uzmu navedeno vrijeme izrade alata kao ukupno vrijeme do proizvodnje redovito se nađu u zakašnjenju od 4 do 8 tjedana. Realan programski plan dodaje najmanje 3-6 tjedana broju koji je naveo dobavljač za odobrenje dijela i postavljanje lanca opskrbe.